ORDIN Nr. 639
din 18 mai 2009
privind publicarea
acceptarii Standardului calitatii pentru acoperirile de protectie de la
tancurile destinate balastarii cu apa de mare de la bordul tuturor tipurilor de
nave si de la spatiile din dublu bordaj al vrachierelor, adoptat de Organizatia
Maritima Internationala prin Rezolutia MSC.215(82) a Comitetului Securitatii
Maritime din 8 decembrie 2006
ACT EMIS DE:
MINISTERUL TRANSPORTURILOR SI INFRASTRUCTURII
ACT PUBLICAT IN:
MONITORUL OFICIAL NR. 417 din 18 iunie 2009
Având în vedere prevederile art. 1 şi 2 din Ordinul
ministrului transporturilor nr. 1.029/2008 privind publicarea acceptării
amendamentelor la Convenţia internaţională din 1974 pentru ocrotirea vieţii
omeneşti pe mare, aşa cum a fost amendată, adoptate de Organizaţia Maritimă
Internaţională prin anexa 1 la Rezoluţia MSC.216(82) a Comitetului Securităţii
Maritime din 8 decembrie 2006,
în temeiul prevederilor art. 12 lit. b) şi d) din
Ordonanţa Guvernului nr. 19/1997 privind transporturile, republicată, cu modificările
şi completările ulterioare, ale art. 4 din Ordonanţa Guvernului nr. 42/1997
privind transportul maritim şi pe căile navigabile interioare, republicată, cu
modificările şi completările ulterioare, şi ale art. 2 pct. 18 şi art. 5 alin.
(4) din Hotărârea Guvernului nr. 76/2009 privind organizarea şi funcţionarea
Ministerului Transporturilor şi Infrastructurii, cu modificările ulterioare,
ministrul transporturilor şi infrastructurii emite următorul ordin:
Art. 1. - Se publică Standardul calităţii pentru
acoperirile de protecţie de la tancurile destinate balastării cu apă de mare de
la bordul tuturor tipurilor de nave şi de la spaţiile din dublu bordaj al
vrachierelor, adoptat de Organizaţia Maritimă Internaţională prin Rezoluţia
MSC.215(82) a Comitetului Securităţii Maritime din 8 decembrie 2006, standard
intrat în vigoare pentru România la data de 1 iulie 2008, prevăzut în anexa
care face parte integrantă din prezentul ordin.
Art. 2. - (1) Autoritatea Navală Română va lua măsurile
necesare pentru punerea în aplicare a prevederilor specifice cuprinse în anexa
la prezentul ordin.
(2) Competenţele ce revin Autorităţii Navale Române
privind determinarea conformităţii cu standardul calităţii prevăzut la art.1
pot fi delegate, total sau parţial, unei organizaţii recunoscute în
conformitate cu prevederile legale naţionale şi comunitare în vigoare.
Art. 3. - Prezentul ordin se publică în Monitorul
Oficial al României, Partea I.
p. Ministrul transporturilor şi infrastructurii,
Marin Anton,
secretar de stat
ANEXĂ
REZOLUŢIA MSC.215(82)
(adoptată la 8 decembrie 2006)
Standardul calităţii pentru acoperirile de protecţie
de la tancurile destinate balastării cu apă de mare de la bordul tuturor
tipurilor de nave şi de la spaţiile din dublu bordaj al vrachierelor
Comitetul Securităţii Maritime,
amintind art. 28(b) din Convenţia privind crearea
Organizaţiei Maritime Internaţionale, referitor la funcţiile Comitetului,
notând amendamentele la regulile II-1/3-2 şi XII/6 din
Convenţia internaţională din 1974 pentru ocrotirea vieţii omeneşti pe mare (SOLAS),
astfel cum a fost amendată (denumită în continuare Convenţia), adoptate
prin Rezoluţia MSC.216(82), privind acoperirile de protecţie de la tancurile
destinate balastării cu apă de mare şi de la spaţiile din dublu bordaj al
vrachierelor,
notând, de asemenea, că regula II-1/3-2 mai sus
menţionată prevede că acoperirile de protecţie vizate trebuie să satisfacă
cerinţele din Standardul calităţii pentru acoperirile de protecţie de la
tancurile destinate balastării cu apă de mare de la bordul tuturor tipurilor de
nave şi de la spaţiile din dublu bordaj al vrachierelor (denumit în continuare Standardul
calităţii pentru acoperirile de protecţie),
recunoscând faptul că Standardul calităţii pentru
acoperirile de protecţie mai sus menţionat nu este menit să împiedice
dezvoltarea de tehnologii noi sau inovatoare, care prevăd sistemele
alternative,
luând în considerare, la cea de-a 82-a sesiune a sa,
textul Standardului calităţii pentru acoperirile de protecţie propus,
1. adoptă Standardul calităţii pentru acoperirile de
protecţie de la tancurile destinate balastării cu apă de mare de la bordul
tuturor tipurilor de nave şi de la spaţiile din dublu bordaj al vrachierelor,
al cărui text este prevăzut în anexa la prezenta rezoluţie;
2. invită guvernele contractante la Convenţie să noteze
că Standardul calităţii pentru acoperirile de protecţie produce efect la 1
iulie 2008 în cazul în care regulile II-1/3-2 şi XII/6 din Convenţie vor intra
în vigoare;
3. solicită secretarului general să transmită copii
certificate ale prezentei rezoluţii şi textul Standardului calităţii pentru
acoperirile de protecţie cuprins în anexă tuturor guvernelor contractante la
Convenţie;
4. solicită în plus secretarului general să transmită
copii ale prezentei rezoluţii şi ale anexei sale tuturor membrilor Organizaţiei
care nu sunt guverne contractante la Convenţie;
5. invită guvernele să încurajeze dezvoltarea de
tehnologii inovatoare care au ca scop furnizarea de sisteme alternative şi de a
informa Organizaţia cu privire la orice rezultat concret.
ANEXA la Rezoluţia MSC.215(82)
STANDARDUL CALITĂŢII
pentru acoperirile de protecţie de la tancurile
destinate balastării cu apă de mare de la bordul tuturor tipurilor de nave şi
de la spaţiile din dublu bordaj al vrachierelor
1. Obiectul
Prezentul standard prevede cerinţe tehnice aplicabile
pentru acoperiri de protecţie pentru tancurile destinate balastării cu apă de
mare de la bordul tuturor tipurilor de nave cu un tonaj brut de cel puţin 500
şi de la spaţiile din dublu bordaj al vrachierelor cu o lungime mai mare sau
egală de 150 m1, pentru care contractul de construcţie este
încheiat, la care chila este pusă ori a căror livrare se efectuează la datele
sau după datele menţionate în regula II-1/3-2 din Convenţia SOLAS adoptate prin
Rezoluţia MSC.216(82).
2. Definiţii
In sensul prezentului standard, se aplică următoarele
definiţii:
2.1. tancuri de balast sunt aşa cum sunt
definite în Liniile directoare privind alegerea, aplicarea şi întreţinerea
sistemelor anticorosive ale tancurilor de balast cu apă de mare, adoptate de
Organizaţie prin Rezoluţia A.798(19), şi în Instrucţiunile privind programul
intensificat de inspecţii efectuate cu ocazia inspecţiilor la vrachiere şi
petroliere [Rezoluţia A.744(18), aşa cum a fost modificată];
2.2. punctul de rouă este temperatura la care
vaporii de apă din aer devin saturaţi şi încep să condenseze;
2.3. DFT este grosimea peliculei uscate;
2.4. pulberi de praf sunt particule prezente pe
suprafaţa pregătită pentru vopsire ce provin de la decapare sau alte metode de
pregătire a suprafeţei ori care rezultă în urma acţiunii mediului;
2.5. şlefuirea marginilor este tratamentul
marginilor înainte de cea de-a doua fază de pregătire a suprafeţelor;
2.6. stare de protecţie „BUNĂ" este starea
acoperirii ce prezintă câteva mici puncte de rugină, aşa cum este definită în
Rezoluţia A.744(18);
2.7. acoperire dură este o acoperire de
protecţie care suferă o transformare chimică de uscare sau o bună acoperire ce
nu suferă o reacţie de uscare în aer şi care poate fi utilizată pentru
întreţinere. Poate fi organică sau anorganică;
2.8. NDFT este grosimea nominală a peliculei
uscate. Regula 90/10 înseamnă că 90% din toate grosimile măsurate trebuie să
fie egale sau mai mari decât NDFT, iar restul de 10% din grosimi nu sunt în
niciun caz mai mici de 0,9 x NDFT;
2.9. primul strat este primul strat de
acoperire a sistemului aplicat în şantierul naval după primul strat aplicat în
atelier;
2.10. stratul aplicat în atelier este
acoperirea primară de preconstrucţie care este aplicată pe tablele de oţel, de
multe ori în fabrici automatizate (şi înainte de primul strat al unui sistem de
acoperire);
2.11. acoperiri bandă este aplicarea de vopsea a
marginilor, sudurilor, zonelor cu acces dificil etc, pentru a asigura o bună
aderenţă la vopsea şi o corectă grosime a vopselei în zonele critice;
2.12. durata nominală de viaţă este numărul de
ani pentru care acest sistem de acoperire este proiectat să dureze;
2.13. fişa tehnică este fişa de date privind produsele
producătorului de vopsea, care conţine instrucţiunile tehnice detaliate şi
informaţii relevante despre acoperire şi despre aplicarea sa.
3. Principii
generale
3.1. Capacitatea unui sistem de acoperire pentru a
ajunge la întreaga durată nominală de viaţă depinde de tipul sistemului de
acoperire, de pregătirea oţelului, precum şi de aplicare, de inspecţia şi
întreţinerea acoperirii. Toate aceste elemente contribuie la o bună calitate a
sistemului de acoperire.
3.2. Inspecţia de pregătire a suprafeţelor şi a
procesului de aplicare a acoperirii trebuie să fie aprobate de comun acord de
către proprietarul navei, şantierul naval şi fabricantul acoperiri şi să fie
prezentat, la sfârşitul examinării, Administraţiei2. Administraţia
poate, dacă ea solicită, să participe la procesul de acord. Dovezile
justificative ale inspecţiei trebuie să fie înregistrate şi incluse în dosarul
tehnic de acoperire (a se vedea paragraful 3.4).
3.3. In urma examinării standardului stabilit la
secţiunea 4, trebuie luate în considerare următoarele elemente:
.1 este important ca constructorul navei să respecte cu
stricteţe specificaţiile, procedurile şi diferitele etape ale procesului de
aplicare a acoperirii (printre care pregătirea suprafeţei) pentru a se evita
orice descompunere şi/sau deteriorare prematură a sistemului de acoperire;
.2 se poate ameliora calitatea acoperirii adoptând, în
stadiul proiectării navei, măsuri constând, spre exemplu, în reducerea
tăieturilor în zigzag, utilizării profilurilor laminate, evitării configuraţiilor
geometrice complexe şi asigurarea că configuraţia structurii permite un acces
uşor cu unelte şi facilitează operaţiile de curăţare, de golire şi uscare a
spaţiului destinat acoperirii; şi
.3 standardul calităţii acoperirii enunţate în
prezentul document se bazează pe experienţa producătorilor, şantierelor navale
şi a operatorilor navali; nu se presupune să fie excluse alte sisteme de
acoperire adecvate, cu condiţia ca acestea din urmă să asigure un grad de
performanţă cel puţin echivalent cu al celui care este specificat în acest
standard. Criteriile de acceptare aplicabile altor sisteme sunt indicate în
secţiunea 8.
3.4. Dosarul tehnic de acoperire
3.4.1. Specificarea sistemului de acoperire aplicat pe
tancurile destinate balastării cu apă de mare şi spaţiilor din dublu bordaj,
dosarele despre activitatea de acoperire efectuată de şantierul naval şi de
proprietarul navei, criteriile detaliate despre selecţia acoperirii,
observaţiile executării lucrărilor, în special întreţinerea şi reparaţiile3,
trebuie să fie înregistrate în dosarul tehnic de acoperire, care trebuie să fie
examinat de către Administraţie.
1 Prezentul
standard se aplică doar tancurilor destinate balastării cu apă de mare de la
bordul tuturor tipurilor de nave şi de la spaţiile din dublu bordaj al
vrachierelor care sunt construite din oţel.
2 In conformitate
cu regula I/6 din Convenţia SOLAS şi în scopul acestui standard, Administraţia
poate să împuternicească un organism recunoscut acţionând în numele său pentru
a verifica conformitatea cu prezentul standard.
3 Directive de
elaborat de către Organizaţie.
3.4.2. Stadiul construcţiei noii nave
Dosarul tehnic de acoperire trebuie să aibă cel puţin
elementele care decurg din prezentul standard şi trebuie să fie eliberat de
şantierul naval în stadiul construirii de noi nave:
.1 copie a declaraţiei de conformitate sau a
certificatului de aprobare de tip;
.2 copia fişei tehnice, indicând:
.2.1 numele produsului şi marca şi/sau numărul de
identificare;
.2.2 materiale, componente şi compoziţia sistemului de
acoperire, culori;
.2.3 grosimi minimale şi maximale ale peliculei uscate;
.2.4 metode de aplicare, unelte şi/sau maşini;
.2.5 starea suprafeţei pe care trebuie să se aplice
acoperirea (calitatea curăţării de rugină, curăţenie profil etc); şi
.2.6 limitele impuse de condiţiile ambiante
(temperatură şi umiditate);
.3 dosarele de activitate ale şantierului naval cu
privire la aplicarea acoperirii, indicând:
.3.1 spaţiul real şi suprafaţa (în m2)
fiecărui compartiment în care este aplicată acoperirea;
.3.2 sistemul de acoperire care este aplicat;
.3.3 momentul în care este aplicată acoperirea etc;
.3.4 condiţiile de ambient în timpul acoperirii; şi
.3.5 metoda de pregătire a suprafeţelor;
.4 proceduri de inspecţie şi reparare a sistemului de acoperire
în timpul construcţiei navei;
.5 registrul de acoperire emis de către inspectorul
care supraveghează acoperirea, indicând faptul că acoperirea a fost aplicată
conform specificaţiilor, pentru a îndeplini cerinţele reprezentantului
furnizorului de acoperire şi menţionând diferenţele în raport cu specificaţiile
(vezi anexa nr. 2 la prezentul standard - Exemplu de jurnal zilnic şi de raport
de nonconformitate);
.6 raport de inspecţie verificat de şantierul naval,
indicând:
.6.1 data de finalizare a inspecţiei;
.6.2 rezultatul inspecţiei;
.6.3 observaţii (dacă există);
.6.4 semnătura inspectorului; şi
.7 proceduri pentru întreţinerea şi repararea
sistemului de acoperire pe durata funcţionării.
3.4.3. Intreţinerea, reparaţiile şi înlocuirea
parţială a acoperirii pe durata funcţionării
Activităţile de întreţinere, de reparaţie şi de
înlocuire parţială a acoperirii pe durata funcţionării trebuie să fie
înregistrate în dosarul tehnic de acoperire, conform secţiunii relevante a
Instrucţiunilor pentru întreţinerea şi reparaţia acoperirilor3.
3.4.4. Inlocuirea acoperirii
Dacă se efectuează o înlocuire completă a acoperirii,
elementele enumerate la paragraful 3.4.2 trebuie să fie înregistrate în dosarul
tehnic de acoperire.
3.4.5. Dosarul tehnic de acoperire trebuie să fie
păstrat la bord şi actualizat pe toată durata de viaţă a navei.
3.5. Sănătatea şi securitatea
Şantierului naval îi revine sarcina să aplice
reglementarea naţională care vizează garantarea sănătăţii şi securităţii
persoanelor şi reducerea la minimum a riscurilor de incendiu şi de explozie.
4. Standard de acoperiri
4.1. Standard de calitate
Prezentul standard prevede specificaţiile şi
dispoziţiile care vizează să garanteze o durată de viaţă utilă nominală de 15
ani, adică durata în timpul căreia, odată sistemul de acoperire aplicat, starea
lui rămâne „BUNĂ". Durata de viaţă reală poate varia în funcţie de
numeroşi parametri, cum ar fi condiţiile întâlnite în timpul utilizării.
4.2. Aplicarea standardului
Acoperirile de protecţie a tancurilor destinate
balastării cu apă de mare de la bordul tuturor tipurilor de nave şi de la
spaţiile din dublu bordaj al vrachierelor de o lungime egală sau mai mare de
150 m trebuie cel puţin să îndeplinească cerinţele prezentului standard.
4.3. Aplicaţie
particulară
4.3.1. Prezentul standard se referă la prescripţiile
aplicabile acoperirilor de protecţie a structurii de oţel a navelor. Există
alte elemente independente care sunt instalate în interiorul tancurilor şi pe
care sunt aplicate acoperiri destinate să protejeze contra coroziunii.
4.3.2. Este recomandat ca prezentul standard să fie
aplicat, în măsura posibilităţii părţilor, mijloacelor de acces permanent
prevăzute în urma inspecţiilor care nu fac parte integrantă din structura
navei, cum ar fi: mâinile curente, platformele independente, scările etc. De
asemenea, este posibil să se utilizeze alte metode echivalente permiţând
protejarea contra coroziunii elementelor care nu sunt parte integrantă a
structurii, cu condiţia ca ele să nu compromită calitatea acoperirii structurii
învecinate. Mijloacele de acces care fac parte integrantă din structura navei,
cum ar fi înălţimea mărită a nervurilor de rigidizare pentru pasarele,
stringherii etc, trebuie să respecte în totalitate prezentul standard.
4.3.3. De asemenea, este recomandat ca suporturile
ţevilor, aparatelor de măsură etc. să fie acoperite în conformitate cu acele
elemente care nu fac parte integrantă din structura navei şi care sunt indicate
la paragraful 4.3.2.
4.4. Cerinţe de bază aplicabile acoperirilor
4.4.1. Cerinţele sistemului de acoperire vor fi
aplicate şi navelor aflate în construcţie, pentru tancurile destinate
balastării cu apă de mare de la bordul tuturor tipurilor de nave şi de la
spaţiile din dublu bordaj al vrachierelor de o lungime egală sau mai mare de
150 m, care satisfac standardul de calitate descris la 4.1, şi sunt enumerate
în tabelul nr. 1.
4.4.2. Producătorii de acoperiri trebuie să
furnizeze specificaţiile sistemelor de acoperire de protecţie care îndeplinesc
cerinţele enunţate în tabelul nr. 1.
4.4.3. Administraţia trebuie să verifice fişa tehnică
şi declaraţia de conformitate sau certificatul de aprobare de tip stabilit
pentru sistemul de acoperire de protecţie.
4.4.4. Şantierul naval trebuie să aplice sistemul de
acoperire de protecţie în conformitate cu fişa tehnică verificată şi propriile
sale proceduri de aplicare verificate.
3 Directive de
elaborat de către Organizaţie.
Tabelul nr. 1 - Cerinţele de bază aplicabile
sistemelor de acoperire ale tancurilor destinate balastarii cu apă de mare, de
la bordul tuturor tipurilor de nave şi de la spaţiile din dublu bordaj al
vrachierelor cu o lungime mai mare sau egală cu 150 m
|
|
Caracteristici/Standard de
referinţă
|
Cerinţe
|
|
1. Concepţia sistemului de
acoperire
|
|
.1
|
Alegerea sistemului de acoperire
|
Alegerea sistemului de acoperire trebuie să fie efectuată de
către părţile interesate, în
funcţie de condiţiile de utilizare a planului de întreţinere.
Trebuie ţinut cont mai ales de
următorii factori:
.1 amplasarea spaţiului în raport cu suprafeţele încălzite;
.2 frecvenţa operaţiilor de balastare şi debalastare;
.3 starea impusă de suprafaţă;
.4 curăţenia şi uscăciunea impuse de suprafaţă; şi
.5 protecţia catodică complementară, acolo unde este cazul
(trebuie deci să fie
compatibilă cu acoperirea).
Producătorii de acoperiri trebuie să propună produse pentru care
ei pot furniza o dovadă a eficienţei şi fişe tehnice satisfăcătoare. Ei
trebuie, de asemenea, să fie în măsură să ofere 6 asistentă tehnică adecvată.
Informaţiile în ceea ce priveşte calitatea, fişa tehnică şi asistenţa tehnică
primită (dacă este cazul) trebuie să figureze în dosarul tehnic de acoperire.
Acoperirile destinate să fie aplicate dedesubtul punţilor
încălzite de soare sau pe pereţii care separă spaţiile încălzite trebuie să
poată suporta o încălzire şi/sau o răcire repetate/repetată fără să devină
casante.
|
|
.2
|
Tip de acoperire
|
Sisteme pe bază de epoxi
Alte sisteme de acoperire a căror calitate satisface metoda de
testare din anexa nr. 1. Este recomandat să se aplice un sistem multistraturi
în care fiecare strat să fie de culoare contrastantă.
Ultimul strat trebuie să aibă o culoare deschisă pentru a
facilita inspecţiile în timpul funcţionării.
|
|
.3
|
Teste de precalificare a acoperirii
|
Sistemele pe bază de epoxi sunt supuse testării, înainte de data
intrării în vigoare a prezentului standard, într-un laborator cu ajutorul
unei metode corespunzând metodei de testare cuprinse în anexa nr. 1 sau
echivalentului său cu minimum de cerinţe în ceea ce priveşte ruginirea şi
formarea de bule de aer ori a cărui stare finală în condiţiile reale sau
având documentaţie privind acoperirea pentru 5 ani, care este considerată cel
puţin „BUNĂ", poate fi acceptată.
Pentru toate celelalte sisteme testarea se face conform
procedurii cuprinse în anexa nr. 1 sau echivalent, conform cerinţelor.
|
|
.4
|
Specificaţii de execuţie a lucrărilor
|
Trebuie aplicate cel puţin două straturi în bandă şi două straturi
pulverizate cu pistolul, al doilea strat putând fi redus în zona de suduri,
dacă este demonstrat că straturile aplicate pot satisface NDFT, în sensul de
a evita o încărcare inutilă. Orice reducere în aplicarea celui de-al doilea
strat trebuie să fie pe deplin detaliată în dosarul tehnic de acoperire.
Straturile în bandă trebuie să fie aplicate cu pensula sau cu
rola. Se utilizează rola doar pentru zonele zimţate sau orificiile mici etc.
Trebuie lăsat să se usuce în mod corespunzător fiecare strat principal
de acoperire înainte să se aplice stratul următor conform recomandărilor
producătorului.
Suprafaţa contaminată cu rugină, grăsime, sare, ulei şi praf
trebuie curăţată înainte de aplicarea vopselei după metoda recomandată de
către' producătorul de vopsea. Trebuie înlăturate incluziunile abrazive
încrustate în acoperire. Specificaţiile executării trebuie incluse în durata
uscării înainte de aplicarea unui nou strat şi durata necesară pentru
întărire, cum este indicat de către producător.
|
|
.5
|
NDFT (grosime nominală totală a peliculei)4
|
NDFT 320 µm după regula 90/10 pentru acoperirile pe bază de epoxi
şi după specificaţiile producătorului acoperirii pentru celelalte sisteme
Grosimea totală maximă a peliculei uscate după specificaţiile
detaliate ale producătorului
Trebuie supravegheată evitarea creşterii exagerate a grosimii
stratului. Grosimea stratului proaspăt trebuie controlată în mod regulat în
timpul aplicării.
Diluanţii utilizaţi trebuie să fie limitaţi la tipurile şi la
cantităţile recomandate de producător.
|
4 Tip de măsurare
şi de etalonare, în conformitate cu standardul SSPC-PA2. Specificaţie relativă
a aplicării vopselei nr. 2.
|
|
Caracteristici/Standard de
referinţă
|
Cerinţe
|
|
2. PSP (Prima etapă de pregătire a
suprafeţelor)
|
|
.1
|
Decapare şi profil5, 6
|
Sa 2 ½ ,
cu profiluri între 30 şi 75 µm.
Decaparea nu trebuie să fie efectuată dacă:
.1 indicele de umiditate relativă este mai mare decât 85%;
sau
.2 temperatura de suprafaţă a oţelului este mai mică de 3°C sub
punctul de rouă.
Un control al curăţeniei şi al profilului rugozităţilor de la
suprafaţa oţelului trebuie să fie efectuat după pregătirea acestora şi
înaintea aplicării primului strat, conform indicaţiilor producătorului.
|
|
.2
|
Limită de sare solubilă în apă echivalentă cu NaCl7
|
< 50 mg/m2 de clorură de sodiu
|
|
.3
|
Strat de aplicare în atelier
|
Conţinut de zinc fără inhibitor pe bază de silicat sau echivalent
Compatibilitatea cu sistemul principal de acoperire trebuie să
fie confirmată de către producătorul de acoperire.
|
|
3. A doua etapă de pregătire a
suprafeţelor
|
|
.1
|
Suprafaţa oţelului8
|
Ar trebui să se pregătească suprafaţa de oţel astfel încât
acoperirea aleasă să se poată repartiza într-un fel uniform cu NDFT dorită şi
să prezinte o aderenţă adecvată, îndepărtându-se marginile ascuţite,
şlefuindu-se cordoanele de sudură şi înlăturându-se orice proiecţie,
rămăşiţă de sudură şi alt contaminant de suprafaţă.
Marginile trebuie să fie tratate în aşa fel încât să aibă
rotunjirea de cel puţin 2 mm de rază sau să facă obiectul unei şlefuiri în 3
etape (treceri) sau cel puţin al unui procedeu echivalent înainte de
aplicarea vopselei.
|
|
.2
|
Tratarea suprafeţelor5
|
Sa 2 ½ din avaria stratului aplicat în
atelier şi suduri
Sa2 îndepărtarea a 70% din stratul aplicat în atelier care nu a
obţinut o certificare în urma testării conform metodei de testare 1.3.
Dacă sistemul de acoperire complet, cuprinzând o acoperire
principală pe bază de epoxi şi un strat aplicat în atelier compatibil să
treacă cu succes o testare de precalificare, certificată prin metoda testului
1.3, se poate păstra stratul aplicat în atelier, cu condiţia să se utilizeze
acelaşi sistem de acoperire epoxi. Stratul aplicat în atelier trebuie să fie
curăţat prin decapare cu peria, spălat cu apă sau printr-o metodă
echivalentă.
Dacă un strat aplicat în atelier pe bază de silicat de zinc a
trecut cu succes testul de precalificare 1.3 ca parte integrantă a unui
sistem de acoperire epoxi, el poate să fie utilizat împreună cu alte
acoperiri epoxi, certificate conform metodei 1.3, cu condiţia ca producătorul
să fi confirmat compatibilitatea lor cu ajutorul testului descris la
paragraful 1.7 din apendicele 1 la anexa nr. 1, fără mişcare oscilatorie.
|
|
.3
|
Tratarea suprafeţelor după montare5
|
Reziduuri St3 sau mai mult sau Sa 2 ½, dacă este posibil în practică.
Mici defecte până la 2% din suprafaţa totală: St3. Dacă daunele continue sunt
pe suprafeţe mai mari de 25 m2 sau mai mult de 2% din suprafaţa
totală a tancului, Sa2 ½
Acoperirea în straturi se va face prin îmbinare în pană de
ghidare.
|
|
.4
|
Prescripţii aplicabile profilului6
|
In caz de decapaj total sau parţial, 30-75 µm, dacă nu după
recomandările producătorului acoperirii.
|
5 Standard de
referinţă ISO 8501-1: 1988/Supl: 1994. Pregătirea substraturilor de oţel,
înaintea aplicării vopselelor şi produselor similare - Evaluarea vizuală a
curăţării unui substrat.
6 Standard de
referinţă: ISO 8503-1/2: 1988: Pregătirea substraturilor de oţel, înaintea
aplicării vopselelor şi produselor similare - Rugozitate de la suprafaţa
substraturilor de oţel decapate.
7 Conductivitate
măsurată conform standardului ISO 8502-9: 1998. Pregătirea substraturilor de
oţel, înaintea aplicării vopselelor şi produselor similare - Test pentru
aprecierea curăţării unei suprafeţe.
8 Standard de
referinţă: ISO 8501 -3: 2001 (grad P2). Pregătirea substraturilor de oţel,
înaintea aplicării vopselelor şi produselor similare - Test pentru aprecierea
curăţării unei suprafeţe.
|
|
Caracteristici/Standard de
referinţă
|
Cerinţe
|
|
.5
|
Particule de praf8
|
Gradul de prăfuire „1" pentru particule de praf de clasă
„3", „4" sau „5". Particulele de praf de clase inferioare
trebuie să fie îndepărtate dacă ele sunt vizibile cu ochiul liber pe
suprafaţă, înainte de acceptarea acoperirii.
|
|
.6
|
Limită de sare solubilă în apa echivalentă cu NaCl după
decapare/şlefuire7
|
< 50 mg/m2 de clorură de sodiu
|
|
.7
|
Contaminare cu hidrocarburi
|
Nicio contaminare cu hidrocarburi
|
|
4. Diverse
|
|
.1
|
Ventilaţie
|
O ventilaţie adecvată este necesară pentru ca uscarea şi
întărirea acoperirii să fie îndeplinite. Ar trebui asigurată o ventilaţie pe
toată durata procesului de aplicare şi pentru o perioadă de timp după
terminarea aplicării după recomandările producătorului de acoperire.
|
|
.2
|
Condiţiile ambientului
|
Acoperirea trebuie să fie aplicată în condiţii de umiditate şi de
temperatură de suprafaţă controlate, conform specificaţiilor producătorului.
In plus, acoperirea nu trebuie să fie aplicată dacă:
1. indicele de umiditate relativă este mai mare de 85%; sau
2. temperatura de suprafaţă a oţelului este mai mică de 3°C sub
punctul de rouă.
|
|
.3
|
Testarea acoperirii4
|
Trebuie evitate testările distructive.
Grosimea peliculei uscate trebuie să fie măsurată după aplicarea
fiecărui strat cu scopul de a controla calitatea şi grosimea totală a
peliculei uscate, trebuie să fie confirmată după aplicarea ultimului strat cu
ajutorul etaloanelor corespunzătoare grosimii (vezi anexa nr. 3 la prezentul
standard).
|
|
.4
|
Reparaţii
|
Zonele defecte, de exemplu suprafeţele poroase, cu bule de aer
sau neacoperite etc, trebuie să fie marcate şi reparaţiile adecvate trebuie
să fie efectuate. Toate reparaţiile de acest tip trebuie să fie verificate şi
fac obiectul unui raport.
|
4 Tip de măsurare
şi de etalonare, în conformitate cu standardul SSPC-PA2. Specificaţie relativă
a aplicării vopselei nr. 2.
7 Conductivitate
măsurată conform standardului ISO 8502-9: 1998. Pregătirea substraturilor de
oţel, înaintea aplicării vopselelor şi produselor similare - Test pentru aprecierea
curăţării unei suprafeţe.
8 Standard de
referinţă: ISO 8502-3: 1993: Pregătirea substraturilor de oţel, înaintea
aplicării vopselelor şi produselor similare - Evaluarea vizuală a curăţării
unui substrat.
5. Aprobarea sistemelor de acoperire
Rezultatele testului de preselecţie (tabelul nr. 1,
paragraful 1.3) al sistemului de acoperire trebuie să fie însoţite de documente
şi o declaraţie de conformitate sau un certificat de aprobare de tip trebuie să
fie eliberată/eliberat dacă sistemul este considerat satisfăcător de o parte
terţă independentă de producătorul acoperirii.
6. Cerinţe relative la inspecţia acoperirii
6.1. Generalităţi
6.1.1. Ca să se asigure conformitatea cu prezentul
standard, următoarele proceduri trebuie să fie aplicate de către inspectori
calificaţi în materie de acoperiri de către NACE la nivel II, de către FROSIO
la nivel III sau la un nivel echivalent, verificat de Administraţie.
6.1.2. Inspectorii care supraveghează acoperirea
trebuie să inspecteze pregătirea suprafeţelor şi aplicarea acoperirii, în
timpul procesului de aplicare efectuând cel puţin elementele de inspecţie
enunţate la secţiunea 6.2, în scopul de a se asigura că acoperirea satisface
prezentul standard. Trebuie să se pună accentul pe începutul fiecărui stadiu de
pregătire a suprafeţelor şi a aplicării acoperirii, deoarece este foarte
dificil de remediat la lucrările prost executate în decursul procesului de
aplicare. Trebuie examinată grosimea acoperirii pe baza elementelor
reprezentative ale structurii într-o manieră nedistructivă. Inspectorul trebuie
să verifice că măsurile grosimii dorite în ansamblu au fost efectuate.
6.1.3. Rezultatele inspecţiei trebuie să fie
înregistrate de către inspector şi incluse în dosarul tehnic de acoperire (vezi
anexa nr. 2 - Exemplu de jurnal zilnic şi raport de nonconformitate).
6.2. Elemente de
inspectat
|
Etapă a construcţiei
|
Elemente de inspectat
|
|
Prima fază a
pregătirii
suprafeţei
|
1
|
Trebuie măsurate şi înregistrate temperatura de suprafaţă a
oţelului, umiditatea relativă şi punctul de rouă înainte de începutul
procesului de decapare şi atunci când sunt schimbări bruşte de vreme.
|
|
|
2
|
Trebuie examinată suprafaţa tablelor de oţel pentru a reduce
prezenţa sărurilor solubile, a hidrocarburilor, a grăsimii şi a altor
contaminanţi.
|
|
|
3
|
Trebuie controlată netezirea suprafeţei de oţel în timpul
procesului de aplicare a stratului aplicat în atelier.
|
|
|
4
|
Trebuie confirmat că materialul stratului aplicat în atelier
respectă prescripţiile paragrafului .2.3. din tabelul nr. 1.
|
|
Grosime
|
|
Dacă compatibilitatea cu sistemul de acoperire principal a fost
atestată, trebuie confirmat că grosimea şi duritatea stratului aplicat în
atelier pe bază de silicat de zinc sunt conforme valorilor specificate.
|
|
Asamblare în bloc
|
1
|
Odată terminată construcţia blocului şi înainte de începutul
celei de-a doua etape de pregătire a suprafeţei, trebuie procedat la o
inspecţie vizuală a tratării suprafeţei oţelului, precum şi a marginilor.
Trebuie eliminată orice urmă de ulei, grăsime sau alţi contaminanţi vizuali.
|
|
|
2
|
După decapare/şlefuire/curăţare şi după aplicarea acoperirii,
trebuie procedat la o inspecţie vizuală a suprafeţei pregătite.
Odată terminate decaparea şi curăţarea şi înaintea aplicării
primului strat al sistemului, trebuie examinată suprafaţa oţelului într-un
loc cel puţin pentru fiecare bloc pentru a determina cantităţile de săruri
solubile rămase.
|
|
|
3
|
Trebuie supravegheate în permanenţă şi înregistrate temperatura
suprafeţei, umiditatea relativă şi punctul de rouă în timpul aplicării şi
duritatea/întărirea acoperirii.
|
|
|
4
|
Trebuie procedat la o inspecţie a etapelor procesului de aplicare
a acoperirii menţionate în tabelul nr. 1.
|
|
|
5
|
Trebuie măsurată DTF pentru a dovedi că grosimea acoperirii
aplicate este conform celei specificate în anexa nr. 3 la prezentul standard.
|
|
Montare
|
1
|
Trebuie procedat la o inspecţie vizuală a stării suprafeţei
oţelului şi a pregătirii şi verificării că ea satisface celelalte prescripţii
cuprinse în tabelul nr. 1 şi specificaţiile aprobate.
|
|
|
2
|
Trebuie măsurate şi înregistrate temperatura suprafeţei,
umiditatea relativă şi punctul de rouă înainte de începutul aplicării
acoperirii şi la intervale regulate în timpul procesului aplicării.
|
|
|
3
|
Trebuie procedat la o inspecţie a etapelor procesului de aplicare
a acoperirii menţionate în tabelul nr. 1.
|
7. Cerinţe în materie de verificare
Inainte de a examina dosarul tehnic de acoperire a
navei supuse prezentului standard, Administraţia:
.1 verifică dacă fişa tehnică şi declaraţia de
conformitate sau certificatul de aprobare de tip respectă prezentul standard;
.2 verifică dacă acoperirea de identificare de pe
containerele reprezentative concordă cu acoperirea descrisă în fişa tehnică şi
declaraţia de conformitate, conform certificatului de tip aprobat;
.3 verifică dacă inspectorul are calificările prescrise
de standardul de calificare menţionat la paragraful 6.1.1;
.4 verifică dacă procesele-verbale ale inspectorului,
în ceea ce priveşte pregătirea suprafeţelor şi aplicarea acoperirii, indică
faptul că ele sunt conform fişei tehnice a producătorului şi declaraţiei de
conformitate sau certificatului de aprobare de tip; şi
.5 controlează aplicarea cerinţelor în materie de
inspecţie a acoperirii.
8. Alte sisteme
8.1. Toate sistemele care nu utilizează o acoperire
epoxidică aplicată conform tabelului nr. 1 sunt definite ca fiind alte sisteme.
8.2. Prezentul standard se bazează pe sisteme de
acoperire care au fost probate şi sunt de utilizare curentă. Prezentul standard
nu pretinde în niciun caz să excludă alte sisteme a căror calitate a fost
probată ca echivalent, de exemplu, sistemele care nu utilizează o acoperire pe
bază de epoxi.
8.3. Acceptarea altor sisteme va fi supusă prezentării
documentelor justificative pentru a asigura o eficacitate anticoroziune cel
puţin echivalentă cu a celei indicate în prezentul standard.
8.4. Documentele justificative trebuie să corespundă
satisfacerii cerinţelor minime ce corespund unui sistem de acoperire, conform
standardului de calitate descris la secţiunea 4, şi având o durată de viaţă
utilă prevăzută de 15 ani, cu condiţia prezentării la fiecare 5 ani, starea
finală a acoperirii fiind considerată cel puţin „BUNĂ" sau testată în
laborator. Testele de laborator trebuie să fie efectuate în conformitate cu
metoda de testare descrisă în anexa nr. 1 la prezentul standard.
ANEXA Nr. 1 la standard
METODA DE TESTARE
privind determinarea dacă o acoperire este
acceptabilă ca acoperire a tancurilor destinate balastării cu apă de mare de la
bordul tuturor tipurilor de nave şi de la spaţiile din dublu bordaj al
vracnierelor
1. Scop
Prezenta metodă explică în detaliu metoda de testare
vizată în paragrafele 5 şi 8.3 din standard.
2. Definiţii
Specificaţia acoperirii reprezintă specificaţia sistemului de acoperire, care cuprinde
tipul de sistem de acoperire, pregătirea oţelului, pregătirea suprafeţelor,
netezirea suprafeţelor, condiţiile ambiante, procedura de aplicare, criteriile
de acceptare şi inspecţie.
3. Punerea în
testare
Specificaţia acoperirii trebuie să fie verificată cu
ajutorul testelor indicate mai jos. Metodele de testare trebuie să fie conform
dispoziţiilor apendicelui 1 (Test simulând condiţiile de respectat în tancurile
de balast) şi ale apendicelui 2 ( Test în camera de condensare) la prezenta
anexă:
.1 pentru acoperirile de protecţie a tancurilor
destinate balastării cu apă de mare, dispoziţiile apendicelui 1 şi apendicelui
2 sunt aplicabile; şi
.2 pentru acoperirile de protecţie a spaţiilor din
dublu bordaj al vrachierelor cu o lungime egală sau mai mare de 150 m, altele
decât tancurile destinate balastării cu apă de mare, dispoziţiile apendicelui 2
sunt aplicabile.
APENDICE 1
Test simulând condiţiile de respectat în tancurile
de balast
1. Condiţii de testare
Testarea simulând condiţiile în tancurile de balast
trebuie să respecte fiecare dintre condiţiile următoare:
.1 durata de testare trebuie să fie de 180 de zile;
.2 trebuie utilizate 5 panouri de testare;
.3 dimensiunile fiecărui panou de testare sunt următoarele:
200 mm x 400 mm x 3 mm. Două dintre panouri (panoul 3 şi 4 de mai jos) au o
bară în U sudată. Bara în U este sudată pe panou la 120 mm de una dintre
laturile scurte şi la 80 mm de fiecare dintre laturile lungi.

Panourile trebuie să fie tratate conform standardului
de calitate descris în paragrafele 1.1, 1.2 şi 1.3 din tabelul nr. 1 şi un
sistem de acoperire trebuie să fie aplicat conform paragrafelor 1.4 şi 1.5 din
tabelul nr. 1. Un strat aplicat în atelier trebuie să fie supus intemperiilor
în timpul a cel puţin două luni, apoi curăţate prin spălare la presiune scăzută
sau printr-o altă metodă uşoară. Nu este permis să de decapeze cu peria sau să
se spele la presiune mare, nici să se utilizeze o metodă care ar înlătura
stratul aplicat. Stratul aplicat trebuie să se facă pe baza unui sistem care să
asigure protecţia pe o durată de 15 ani la deteriorarea produsă de agenţii
atmosferici şi expunerea la intemperii. Pentru a facilita inovaţia, alte
pregătiri, sisteme de acoperire şi grosimi ale peliculei uscate pot fi
utilizate atunci când sunt clar definite.
.4 Spatele piesei supuse testării trebuie să fie vopsit
de o manieră adecvată încât să nu compromită rezultatele testării.
.5 Pentru a simula condiţiile în tancul de balast,
ciclul de testare durează două săptămâni cu apă de mare sau apă de mare
artificială şi o săptămână gol. Temperatura apei de mare trebuie să fie
menţinută la aproximativ 35°C.
.6 Panou de testare 1: acest panou este încălzit timp
de 12 h la 50°C şi răcit timp de 12 h la 20°C pentru a simula condiţiile de pe
puntea superioară. Panoul de testare este stropit în mod ciclic cu apă de mare
naturală sau artificială pentru a simula mişcările de tangaj şi ruliu ale
navei. Intervalele între cicluri sunt de 3 secunde sau mai puţin. Panoul este
marcat cu o linie de-a lungul barei de oţel.
.7 Panou de testare 2: acest panou este montat de un
anod de zinc de coroziune pentru a evalua efectul protecţiei catodice. O
porţiune circulară lată de 8 mm a barei de oţel este introdusă pentru testare
pe panoul de 100 mm de la anod, cu scopul de a evalua efectul protecţiei
catodice. Panoul de testare este stropit în mod ciclic cu apă de mare naturală
sau artificială.
.8 Panou de testare 3: acest panou este răcit pe partea
opusă pentru a obţine un gradient de temperatură permiţând să simuleze răcirea
unui perete într-un tanc lateral de balast şi este stropit cu apă de mare
naturală sau artificială pentru a simula mişcările de tangaj şi ruliu ale
navei. Gradientul de temperatură este de aproximativ 20°C şi intervalele dintre
stropiri sunt de 3 secunde sau mai puţin. Panoul este marcat cu o linie de-a
lungul barei de oţel.
.9 Panou de testare 4: acest panou este stropit în mod
ciclic cu apă de mare naturală sau artificială pentru a simula mişcările de
tangaj şi de ruliu ale navei. Intervalele între stropiri sunt de 3 secunde sau
mai puţin. Panoul este marcat cu o linie de-a lungul barei de oţel.
.10 Panou de testare 5: acest panou este expus la
căldură uscată timp de 180 de zile la 70°C pentru a simula tabla de separare
între tancul de combustibil încălzit şi tancul de balast cu dublu bordaj.
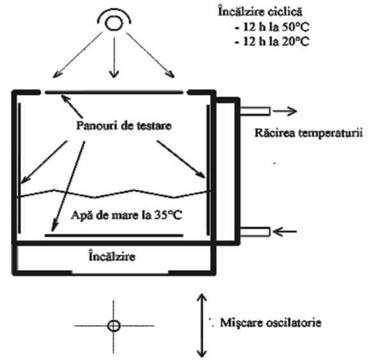
Figura 1 Tanc oscilatoriu pentru punerea în testare
a acoperirilor tancurilor de balast
2. Rezultatele testării
2.1. Inainte de testare, trebuie să se înregistreze
datele raportate în ceea ce priveşte sistemul de acoperire:
.1 identificarea prin spectrometrie în infraroşu a
componentelor bazei şi a durităţii acoperirii; .2 densitatea9
componentelor bazei şi a durităţii acoperirii;
.3 numărul de pori, detector de joasă tensiune de 90 V.
2.2. După testare, trebuie înregistrate măsurile
datelor următoare:
.1 bule de aer şi rugină10;
.2 grosimea peliculei uscate (DFT) (cu ajutorul unui
şablon)11;
.3 valoarea aderenţei12;
.4 flexibilitate13 modificată în funcţie de
grosimea panoului (o grosime a oţelului de 3 mm, o acoperire de 300 µm şi o
mandrină cilindrică dau o alungire de 2%) doar pentru informare;
.5 pierdere de greutate/necesar de curent/desprindere
în cazul lipsei artificiale a protecţiei catodice; şi
.6 adâncitura de o parte şi de alta a trasării.
Adâncitura de o parte şi de alta a trasării este măsurată şi adâncitura maximă
este determinată pe fiecare panou. Media celor 3 rezultate maxime este
utilizată pentru acceptare.
9 Standard de
referinţă: ISO 2811-1/4: 1997. Vopsele şi lacuri - Determinarea densităţii.
10 Standard de
referinţă: ISO 4628-2: 2003. Vopsele şi lacuri - Evaluarea degradării
acoperirilor-Aprecierea numărului şi dimensiunii defectelor şi a intensităţii
modificărilor uniforme ale aspectului - Partea 2: Evaluarea gradului de
băşicare. Vopsele şi lacuri. - Evaluarea degradării acoperirilor-Aprecierea
numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme
ale aspectului - Partea 3: Evaluarea degradării acoperirilor.
11 Nouă puncte de măsură
repartizate uniform sunt utilizate pe panouri de 150 mm x 150 mm sau 15 puncte
pe panouri de 200 mm x 400 mm.
12 Standard de
referinţă: ISO 4624: 2002. Vopsele şi lacuri -Incercarea la tracţiune.
13 Standard de
referinţă: ASTM D4145: 1983. Metode-standard de testare pentru flexibilitatea
stratului peliculelor prevopsite.
3. Criterii de acceptare
3.1. Datele rezultate la testare, ca cele indicate la
secţiunea 2, trebuie să îndeplinească următoarele criterii:
|
Obiect
|
Criterii de acceptare pentru
sistemele pe bază de epoxi, aplicate în conformitate cu cerinţele din tabelul
nr. 1 din standard
|
Criterii de acceptare pentru alte
sisteme
|
|
Bule de aer pe panou
|
Nicio bulă de aer
|
Nicio bulă de aer
|
|
Rugină pe panou
|
Ri 0 (0 %)
|
Ri 0 (0 %)
|
|
Numărul de pori
|
0
|
0
|
|
Defect de aderenţă
|
>3,5 MPa
Defect de aderenţă între substraturi şi acoperiri ori între
straturile egale sau mai mari de 60% din suprafeţe
|
>5 MPa
Defect de aderenţă între substraturi şi acoperiri ori între
straturile egale sau mai mari de 60% din suprafeţe
|
|
Defect de coeziune
|
>3,0 MPa
Defect de coeziune de acoperire egal sau mai mare de 40% din
suprafaţă
|
>5 MPa
Defect de coeziune de acoperire egal sau mai mare de 40% din
suprafaţă
|
|
Necesarul de curent al protecţiei catodice calculate după
pierderea greutăţii
|
<5 mA/m2
|
<5 mA/m2
|
|
Protecţie catodică: desprindere de la repaosul artificial
|
<8 mm
|
<5 mm
|
|
Adâncitura de o parte şi de alta a trasării
|
<8 mm
|
<5 mm
|
|
Bară/profil în U
|
Orice defect, rupere ori desprindere în unghi sau la sudură va
duce la respingerea sistemului.
|
Orice defect, rupere ori desprindere în unghi sau la sudură va
duce la respingerea sistemului.
|
3.2. Sistemele pe bază de epoxi puse în testare înainte
de intrarea în vigoare a prezentului standard trebuie să îndeplinească doar
criteriile în ceea ce priveşte bula de aer şi rugina, indicate în tabelul de
mai sus.
3.3. Sistemele pe bază de epoxi puse în testare, când
sunt aplicate conform prescripţiilor din tabelul nr. 1 din standard, trebuie să
îndeplinească criteriile aplicabile sistemelor pe bază de epoxi indicate în
tabelul de mai sus.
3.4. Celelalte sisteme care nu sunt neapărat pe bază
de epoxi şi/sau nu sunt neapărat aplicate conform cerinţelor tabelului nr. 1 din
standard trebuie să îndeplinească criteriile aplicabile celorlalte sisteme
indicate în tabelul de mai sus.
4. Proces-verbal de testare
Procesul-verbal de testare trebuie să conţină
următoarele informaţii:
.1 numele producătorului;
.2 data testărilor;
.3 numele produsului/identificarea, atât a vopselei,
cât şi a primului strat;
.4 numărul lotului;
.5 datele relative de la pregătirea suprafeţelor
panourilor de oţel, cuprinzând:
.5.1 tratarea suprafeţelor;
.5.2 limita sărurilor hidrosolubile;
.5.3 particule de praf; şi
.5.4 incluziuni abrazive;
.6 datele relative de la pregătirea suprafeţelor
panourilor de oţel, cuprinzând:
.6.1 aplicarea unui strat aplicat în atelier;
.6.2 numărul de straturi;
.6.3 intervalul între aplicarea straturilor14;
.6.4 grosimea peliculei uscate (DFT) înainte de
punerea în testare14;
.6.5 diluant14;
.6.6 umiditate14;
.6.7 temperatura aerului14; şi
.6.8 temperatura oţelului;
.7 rezultatele testării conform secţiunii 2; şi
.8 concluzii conform secţiunii 3.
14 Atât pentru
eşantioanele utilizate, cât şi pentru aplicarea prescrisă/recomandată de către
producător.
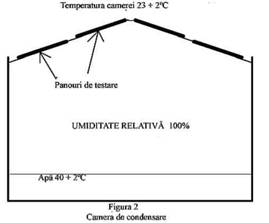
APENDICE 2
Testare în camera de condensare
1. Condiţii de testare
Testarea în camera de condensare trebuie să se
efectueze conform normelor aplicabile15.
.1 Durata prezentării este de 180 de zile.
.2 Trebuie utilizate două panouri de testare.
.3 Dimensiunile fiecărui panou de testare sunt
următoarele: 150 mm x 150 mm x 3 mm. Panourile trebuie să fie tratate conform
paragrafelor 1.2 şi 3 din tabelul nr. 1, din standard, iar sistemul de
acoperire trebuie să fie aplicat conform paragrafelor 1.4 si 1.5 din tabelul
nr. 1. Stratul aplicat în atelier trebuie să fie expus la condiţiile ambiante
timp de cel puţin două luni, apoi curăţate prin spălare cu presiune scăzută sau
printr-o altă metodă uşoară. Nu este permis să se decapeze cu peria sau să se
spele la presiune înaltă, nici să se utilizeze o metodă care ar deteriora
stratul aplicat. Metoda de modificare produsă de agenţii atmosferici şi durata
de expunere la intemperii trebuie să ţină cont de faptul că stratul aplicat
trebuie să fie la baza unui sistem înainte să aibă o durată de viaţă utilă de
15 ani. Pentru a permite inovaţii, alte pregătiri, sisteme de acoperire şi
grosimi ale peliculei uscate pot fi utilizate dacă sunt definite clar.
.4 Spatele piesei supuse testării trebuie să fie vopsit
de o manieră corespunzătoare, astfel încât să nu afecteze rezultatele testului.
2. Rezultatele testării
Cum este indicat la secţiunea 2 din apendicele 1 (cu
excepţia paragrafelor 2.2.5 şi 2.2.6).
3. Criterii de acceptare
3.1. Datele rezultate în urma testării, ca cele
indicate la secţiunea 2, trebuie să îndeplinească următoarele criterii:
|
Obiect
|
Criterii de acceptare pentru
sistemele pe bază de epoxi, aplicate conform tabelului nr. 1 din standard
|
Criterii de acceptare pentru alte
sisteme
|
|
Bule de aer pe panou
|
Nicio bulă de aer
|
Nicio bulă de aer
|
|
Rugină pe panou
|
Ri 0 (0 %)
|
Ri 0 (0 %)
|
|
Număr de pori
|
0
|
0
|
|
Defecte de aderenţă
|
> 3,5 MPa
Defect de aderenţă între substraturi şi acoperiri ori între
straturi egale sau mai mari de 60% din suprafeţe
|
>5 MPa
Defect de aderenţă între substraturi şi acoperiri ori între
straturi egale sau mai mari de 60% din suprafeţe
|
|
Defecte de coeziune
|
> 3,0 Mpa
Defect de coeziune de acoperire egal sau mai mare de 40% din
suprafaţă
|
> 5 Mpa
Defect de coeziune de acoperire egal sau mai mare de 40% din
suprafaţă
|
3.2. Sistemele pe bază de epoxi care au fost puse în
testare înainte de data intrării în vigoare a prezentului standard trebuie să
îndeplinească numai criteriile din tabelul de mai sus, referitor la bule de aer
şi la rugină.
3.3. Sistemele pe bază de epoxi care au fost aplicate
conform tabelului nr. 1 din standard trebuie să îndeplinească criteriile
aplicabile la acest tip de sisteme care sunt indicate în tabelul de mai sus.
3.4. Celelalte sisteme care nu sunt neapărat pe bază de
epoxi şi/sau aplicate conform tabelului nr. 1 din standard trebuie să
îndeplinească criteriile aplicabile la acest tip de sisteme care sunt indicate
în tabelul de mai sus.
4. Proces-verbal de testare
Cum este indicat la secţiunea 4 din apendicele 1.
15 Standard de
referinţă : ISO 6270-1:1998. Vopsele şi lacuri - Determinarea rezistenţei la
umiditate. Partea 1: Condensare continuă.
ANEXA Nr. 2 la standard
EXEMPLU DE JURNAL ZILNIC ŞI DE RAPORT
DE NONCONFORMITATE
JURNAL
ZILNIC
Foaie nr:
|
Nava:
|
Tanc/nr. cale:
|
Bază de date:
|
|
Partea de structură:
|
|
Pregătirea suprafeţei
|
|
Metodă:
Abraziv:
Temperatura suprafeţei:
Umiditatea relativă (max.):
Nivelul atins:
Rotunjirea muchiilor:
|
Suprafaţă (m2):
Granulometrie:
Temperatura aerului:
Punctul de rouă:
|
|
Observaţii:
|
|
Test nr.:
|
Data:
|
Semnătura:
|
|
Aplicarea acoperirii
Metoda:
|
|
Strat
nr.
|
Sistem
|
Lot
nr.
|
Data
|
Temperatură aer
|
Temperatură suprafaţă
|
Umiditate
relativă
(%)
|
Punct de
rouă
|
Măsura DTF*
|
Observaţii
|
|
|
|
|
|
|
|
|
|
|
|
|
*DTF minim şi maxim măsurată. Inregistrările WFT şi DFT a se
alătura jurnalului zilnic.
|
|
Observaţii :
|
|
Test nr.:
|
Data:
|
Semnătura:
|
RAPORT DE
NONCONFORMITATE
Foaie nr.:
|
Nava:
|
Tanc/nr. cale:
|
Bază de date:
|
|
Partea de structură:
|
|
Constatări şi măsuri corective
|
|
Descrierea constatărilor:
|
|
Document de referinţă (jurnal zilnic):
|
|
Măsuri luate:
|
|
Test nr.:
|
Data:
|
Semnătura:
|
ANEXA Nr. 3 la standard
MĂSURAREA GROSIMII PELICULEI USCATE
1. Măsurătorile grosimii peliculei uscate trebuie să
fie efectuate în locaţiile indicate mai jos:
.1 o citire de grosime pe 5 m2 de suprafaţă
plată;
.2 o citire de grosime La intervale de la 2 la 3 m şi
cât mai aproape posibil de limitele tancurilor, dar nu mai mult de 15 mm de
extremităţile limitelor tancurilor;
.3 grinzi longitudinale şi transversale;
O serie de citiri de grosimi cum este indicat mai jos,
luată la intervale de la 2 la 3 m, şi cel puţin două serii de citiri între
elementele de suport primare:
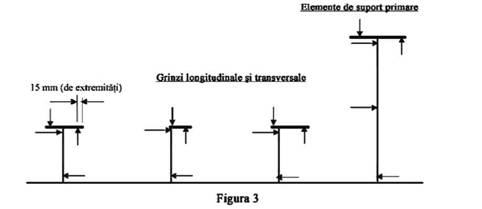
NOTĂ: Săgeţile din diagramă indică zonele critice şi
trebuie înţelese ca indicaţii pe ambele feţe.
.4 3 citiri de grosimi pentru fiecare set al suportului
primar şi două citiri de grosimi pentru fiecare set al altor suporturi sunt
indicate prin săgeţile din diagramă;
.5 pentru elementele de suport primare (grinzi şi
traverse), o serie de citiri de grosimi la intervale de la 2 la 3 m, cum este
indicat în figura 3, dar cel puţin 3 serii de citiri;
.6 în jurul deschiderilor, o citire de grosime a
fiecărei cote de deschidere;
.7 5 citiri de grosimi pe metrul pătrat (m2),
dar nu mai puţin de 3 citiri în zone complexe [de exemplu, locul deschiderilor
mari (suport în consolă) ale elementelor de suport primar]; şi
.8 adiţional pot fi verificate şi alte grosimi
pentru alte zone considerate importante de inspector.