Ordinul Nr.846 din 28.10.2011privind publicarea acceptării Standardului de calitate pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei, adoptat de Organizaţia Maritimă Internaţională prin Rezoluţia MSC.288(87) a Comitetului Securităţii Maritime din 14 mai 2010
ACT EMIS DE: Ministerul Transporturilor și Infrastructurii
ACT PUBLICAT ÎN MONITORUL OFICIAL NR. 812 din 17 noiembrie 2011
În temeiul prevederilor art. 2 pct. 18 şi art. 5 alin. (4) din Hotărârea Guvernului nr. 76/2009 privind organizarea şi funcţionarea Ministerului Transporturilor şi Infrastructurii, cu modificările şi completările ulterioare,ministrul transporturilor şi infrastructurii emite următorul ordin: Articolul 1Se publică Standardul de calitate pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei, adoptat de Organizaţia Maritimă Internaţională prin Rezoluţia MSC.288(87) a Comitetului Securităţii Maritime din 14 mai 2010, astfel cum a fost rectificată conform Raportului Comitetului Securităţii Maritime privind cea de-a optzeci şi şaptea sesiune a sa - MSC 87/26/Add.1/Corr.1 pct. 1 şi 2 din 28 septembrie 2010, prevăzută în anexa care face parte integrantă din prezentul ordin. Articolul 2Autoritatea Navală Română va duce la îndeplinire prevederile prezentului ordin. Articolul 3Prezentul ordin se publică în Monitorul Oficial al României, Partea I. Ministrul transporturilor şi infrastructurii, Anca Daniela Boagiu ANEXĂREZOLUŢIA MSC.288(87) (adoptată la 14 mai 2010) Standardul de calitate pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei Comitetul Securităţii Maritime, amintind art. 28 b) din Convenţia privind crearea Organizaţiei Maritime Internaţionale, referitor la funcţiile Comitetului, notând regula II-1/3-11 din Convenţia internaţională din 1974 pentru ocrotirea vieţii omeneşti pe mare (SOLAS), aşa cum a fost amendată (denumită în continuare Convenţie), adoptată prin Rezoluţia MSC.291(87), privind acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei, notând, de asemenea, că regula II-1/3-11, mai sus menţionată, prevede că straturile de protecţie care se aplică trebuie să fie în conformitate cu cerinţele Standardului de calitate pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei (denumit în continuare Standard de calitate pentru acoperirile de protecţie), recunoscând că Standardul de calitate pentru acoperirile de protecţie nu doreşte a inhiba dezvoltarea de tehnologii noi sau inovatoare, pentru sisteme alternative, luând în considerare, în cadrul celei de-a optzeci şi şaptea sesiuni, proiectul textului pentru Standardul de calitate pentru acoperirile de protecţie: 1. adoptă Standardul de calitate pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei, textul fiind prevăzut în anexa la prezenta rezoluţie; 2. invită guvernele contractante ale Convenţiei să noteze că Standardul de calitate pentru acoperirile de protecţie va intra în vigoare de la 1 ianuarie 2012, atunci când regula II-1/3-11 din Convenţia SOLAS intră în vigoare; 3. ia act că, în conformitate cu prevederile regulii II-1/3-11.3.1 din Convenţia SOLAS, amendamentele la Standardul de calitate al acoperirilor de protecţie vor fi adoptate şi vor intra în vigoare producând efecte în conformitate cu dispoziţiile art. VIII din Convenţie privind procedura de amendare aplicabilă anexei la Convenţie, excluzând cap. I; 4. solicită secretarului general să transmită copii certificate ale prezentei rezoluţii şi Standardul de calitate pentru acoperirile de protecţie anexat tuturor guvernelor contractante; 5. solicită în plus secretarului general să transmită copii ale acestei rezoluţii şi ale anexei sale tuturor membrilor Organizaţiei care nu sunt guverne contractante ale Convenţiei; 6. invită guvernele să promoveze dezvoltarea de tehnologii inovatoare care ar oferi sisteme alternative şi să informeze Organizaţia cu privire la progresul făcut în acest domeniu; 7. decide să menţină în curs de revizuire Standardul de calitate pentru acoperirile de protecţie şi să le modifice, dacă este cazul, în funcţie de experienţa dobândită în punerea sa în aplicare. ANEXĂla Rezoluţia MSC.288(87) STANDARDUL DE CALITATE pentru acoperiri de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei 1 Scop Prezentul standard stabileşte cerinţele tehnice minime aplicabile acoperirilor de protecţie în faza construcţiei pentru tancurile de marfă pentru transportul de hidrocarburi ale petrolierelor noi care transportă ţiţei. 2 Definiţii În sensul prezentului standard se aplică următoarele definiţii: 2.1 Tancurile de ţiţei sunt definite în anexa I la MARPOL 73/78. 2.2 Punctul de rouă este temperatura la care vaporii de apă din aer devin saturaţi şi încep să condenseze. 2.3 DFT este grosimea peliculei uscate. 2.4 Pulberile de praf reprezintă particule prezente pe suprafaţa pregătită pentru vopsire ce provin de la decapare sau alte metode de pregătire a suprafeţei ori care rezultă în urma acţiunii mediului. 2.5 Şlefuirea marginilor este un tratament aplicat marginilor înainte de a doua fază de pregătire a suprafeţelor. 2.6 Stare „BUNĂ“ este starea cu mici puncte de rugină, aşa cum este definită în Rezoluţia A.744(18) pentru evaluarea acoperirii tancurilor de balast ale petrolierelor. 2.7 Acoperire dură este o acoperire de protecţie care suferă o transformare chimică de uscare sau o bună acoperire ce nu suferă o reacţie de uscare în aer şi care poate fi utilizată pentru întreţinere. Poate fi organică sau anorganică. 2.8 NDFT este grosimea nominală a peliculei uscate. Starea 90/10 înseamnă că 90% din toate grosimile măsurate trebuie să fie egale sau mai mari decât NDFT, iar restul de 10% din grosimi nu sunt în niciun caz mai mici de 0,9 x NDFT. 2.9 Acoperire primară este primul strat din sistemul de acoperire aplicat în şantierul naval, după aplicarea grundului de atelier. 2.10 Grundul de atelier este grundul de acoperire în faza de preconstrucţie care este aplicat pe tablele de oţel, de multe ori în instalaţii automatizate (şi înainte de acoperirea primară a unui sistem de acoperire). 2.11 Acoperiri bandă reprezintă aplicarea de vopsea pe margini, suduri, zone cu acces dificil etc., pentru a asigura o bună aderenţă la vopsea şi o corectă grosime a vopselei în zonele critice. 2.12 Durata nominală de viaţă este numărul de ani pentru care sistemul de acoperire este proiectat să dureze. 2.13 Fişa tehnică este fişa de date privind produsele producătorului vopselei, care conţine instrucţiuni tehnice detaliate şi informaţii relevante despre acoperire şi despre aplicarea sa. 3 Principii generale 3.1 Capacitatea unui sistem de acoperire de a ajunge la întreaga durată nominală de viaţă depinde de tipul sistemului de acoperire, de pregătirea oţelului, precum şi de aplicarea, de inspecţia şi întreţinerea acoperirii. Toate aceste elemente contribuie la o bună calitate a sistemului de acoperire. 3.2 Inspecţia de pregătire a suprafeţelor şi a procesului de aplicare a acoperirii trebuie să fie pusă de acord între proprietarul navei, şantierul naval şi fabricantul acoperirii şi să fie prezentată Administraţiei pentru examinarea finală. Dovezile justificative ale inspecţiei trebuie să fie înregistrate şi incluse în dosarul tehnic de acoperire (CTF) (a se vedea subsecţiunea 3.4). 3.3 La examinarea conform standardului prevăzut în secţiunea 4 trebuie luate în considerare următoarele elemente: .1 este important ca constructorul navei să respecte cu stricteţe specificaţiile, procedurile şi diferitele etape ale procesului de aplicare a acoperirii (incluzând, dar nelimitându-se la pregătirea suprafeţelor), pentru a se evita orice degradare şi/sau deteriorare prematură a sistemului de acoperire; .2 se poate ameliora calitatea acoperirii adoptând, în stadiul proiectării navei, măsuri constând spre exemplu în reducerea tăieturilor în zigzag, utilizarea profilurilor laminate, evitarea configuraţiilor geometrice complexe şi asigurarea că configuraţia structurii permite un acces uşor cu unelte şi facilitează operaţiile de curăţare, de golire şi uscare a spaţiului destinat acoperirii; şi .3 standardul calităţii acoperirii enunţat în prezentul document se bazează pe experienţa producătorilor, şantierelor navale şi a operatorilor navali; nu se doreşte să se excludă alte sisteme de acoperire adecvate, cu condiţia ca acestea din urmă să asigure un grad de calitate cel puţin echivalent cu al celui care este specificat în acest standard. Criteriile de acceptare aplicabile unor sisteme alternative sunt indicate în secţiunea 8. 3.4 Dosarul tehnic de acoperire (CTF) 3.4.1 Specificarea sistemului de acoperire aplicat la tancurile destinate transportului de hidrocarburi, înregistrările despre activitatea de acoperire efectuată de către şantierul naval şi de către proprietarul navei, criteriile detaliate despre selectarea acoperirii, observaţiile executării lucrărilor, în special inspecţia, întreţinerea şi reparaţiile, trebuie să fie înregistrate în dosarul tehnic de acoperire, solicitat prin Rezoluţia MSC.215(82). 3.4.2 Stadiul de navă în construcţie Dosarul tehnic de acoperire trebuie să conţină cel puţin elementele următoare care decurg din prezentul standard şi trebuie să fie eliberat de către şantierul naval în stadiul de navă în construcţie: .1 copie a declaraţiei de conformitate sau a certificatului de aprobare de tip; .2 copia fişei tehnice, indicând: .2.1 numele produsului şi marca şi/sau numărul de identificare; .2.2 materiale, componente şi compoziţia sistemului de acoperire, culori; .2.3 grosimi minimale şi maximale ale peliculei uscate; .2.4 metode de aplicare, unelte şi/sau maşini; .2.5 starea suprafeţei pe care trebuie să se aplice acoperirea (calitatea curăţării de rugină, curăţenia, profilul etc.); şi .2.6 limitele impuse de către condiţiile de mediu (temperatură şi umiditate); .3 dosarele de activitate ale şantierului naval cu privire la aplicarea acoperirii, incluzând: .3.1 suprafaţa reală de acoperire (în metri pătraţi) a fiecărui tanc de marfă pentru transportul de hidrocarburi; .3.2 sistemul de acoperire care este aplicat; .3.3 momentul în care este aplicată acoperirea, grosimea, număr de straturi etc.; .3.4 condiţiile de mediu în timpul acoperirii; şi .3.5 metoda de pregătire a suprafeţelor; .4 proceduri de inspecţie şi reparare a sistemului de acoperire în timpul construcţiei navei; .5 registru de evidenţă zilnică emis de către inspectorul care supraveghează acoperirea, indicând faptul că acoperirea a fost aplicată conform specificaţiilor, pentru a îndeplini cerinţele producătorului de acoperire, şi menţionând diferenţele în raport cu specificaţiile (vezi anexa nr. 2); .6 raport de inspecţie verificat de către şantierul naval, incluzând: .6.1 data de finalizare a inspecţiei; .6.2 rezultatul inspecţiei; .6.3 observaţii (dacă există); şi .6.4 semnătura inspectorului; şi .7 proceduri pentru întreţinerea şi repararea sistemului de acoperire în timpul serviciului*. _____* Linii directoare elaborate de către Organizaţie.3.4.3 Întreţinerea şi reparaţiile pe durata exploatării Activităţile de întreţinere şi de reparaţie pe durata exploatării trebuie să fie înregistrate în dosarul tehnic de acoperire, conform secţiunii relevante a Instrucţiunilor pentru întreţinerea şi reparaţia acoperirilor. 3.4.4 Dosarul tehnic de acoperire trebuie păstrat la bord pe toată perioada de viaţă a navei. 3.5 Sănătatea şi securitatea Îi revine şantierului naval responsabilitatea să aplice reglementarea naţională care vizează garantarea sănătăţii şi securităţii persoanelor şi reducerea la minimum a riscurilor de incendiu şi de explozie. 4 Standard de aplicare a acoperirilor 4.1 Standard de calitate Prezentul standard prevede specificaţiile şi dispoziţiile care vizează să garanteze o durată de viaţă nominală de 15 ani, adică durata în timpul căreia, odată sistemul de acoperire aplicat, starea lui rămâne „BUNĂ“. Durata de viaţă reală poate varia în funcţie de numeroşi parametri, cum ar fi condiţiile întâlnite în timpul utilizării. 4.2 Aplicarea standardului Acoperirile de protecţie pentru tancurile de marfă care transportă hidrocarburi aplicate în perioada construcţiei petrolierelor care transportă ţiţei trebuie să corespundă cerinţelor prezentului standard. 4.3 Sistem de acoperire Sistemul epoxidic trebuie prevăzut cu documentaţie referitoare la încercări şi caracteristici fizice (tabelul 1 pct. 1.3) şi trebuie prevăzut cu un certificat de acceptare de tip sau o declaraţie de conformitate. 4.4 Domenii de aplicare Următoarele suprafeţe sunt suprafeţele minime care trebuie să fie protejate în conformitate cu prezentul standard: .1 Puntea superioară cu structura internă completă, inclusiv guseurile de conectare la pereţii transversali şi longitudinali. În tancurile cu coaste cadre întărite, construcţia de sub punte, ce are elemente transversale, se aplică un strat protector până la nivelul cel mai de jos al guseului de rigidizare situat la partea superioară. .2 Pereţii longitudinali şi transversali vor fi acoperiţi până la nivelul celor mai de sus mijloace de acces. Mijloacele de acces cele mai de sus şi guseurile de sprijin trebuie acoperite în întregime. .3 Pe pereţii din tancurile de marfă unde nu sunt prevăzute mijloace de acces superioare trebuie să se aplice o acoperire de până la 10% din înălţimea tancurilor măsurată în planul diametral, dar nu mai mult de 3 m în jos de la nivelul punţii. .4 Plafonul interior al dublului fund şi întreaga structură trebuie acoperite până la o înălţime de 0,3 m de la plafonul dublului fund. 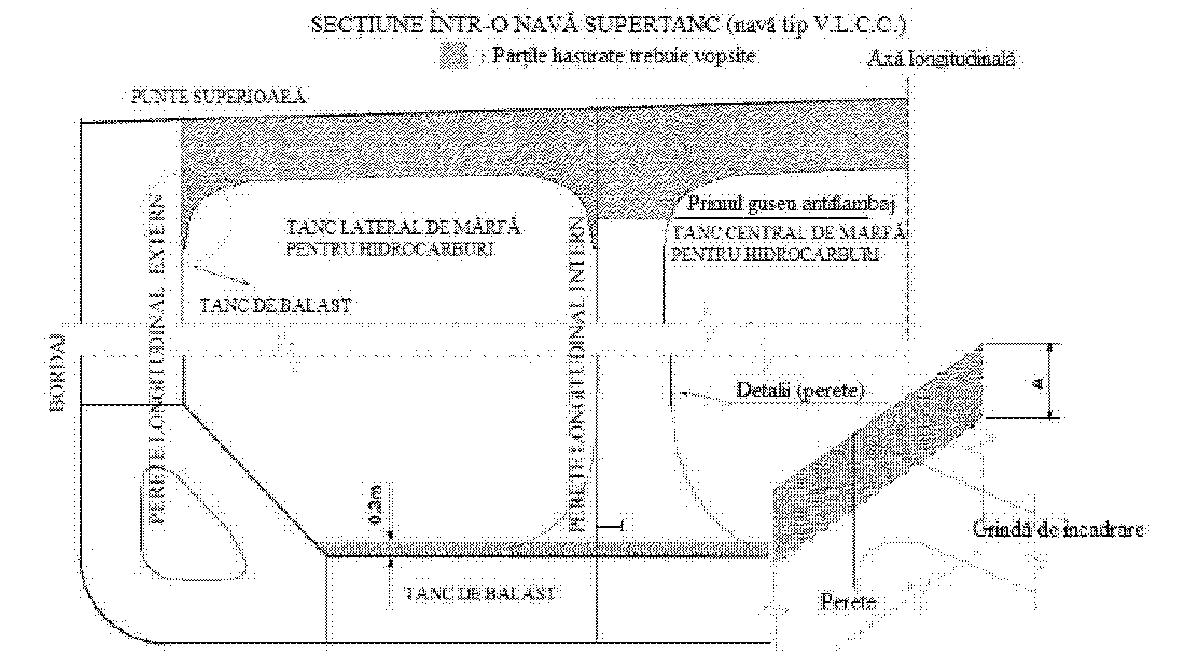 NOTĂ: A“ ESTE DISTANŢA ÎNTRE ÎNĂLŢIMEA CĂILOR DE ACCES PERMANENTE LA NIVELUL CEL MAI ÎNALT ŞI ÎNĂLŢIMEA PUNŢII SUPERIOARE. 4.5 Aplicarea specială 4.5.1 Prezentul standard se referă la cerinţele aplicabile acoperirilor de protecţie ale structurilor de oţel din tancurile de hidrocarburi. Există alte elemente independente care sunt instalate în interiorul tancurilor ce transportă hidrocarburi şi pe care sunt aplicate acoperiri destinate protecţiei contra coroziunii. 4.5.2 Este recomandat ca prezentul standard să fie aplicat, în măsura posibilităţilor, mijloacelor de acces prevăzute pentru inspecţiile specificate în subsecţiunea 4.4 care nu fac parte integrantă din structura navei, cum ar fi mâinile curente, platformele independente, scările etc. De asemenea, se pot utiliza alte metode echivalente permiţând protejarea contra coroziunii elementelor care nu sunt parte integrantă a structurii, cu condiţia ca ele să nu compromită calitatea acoperirii structurii învecinate. Mijloacele de acces care fac parte integrantă din structura navei, cum ar fi înălţimea mărită a nervurilor de rigidizare pentru pasarele, stringherii etc., situate în zonele de acoperire, trebuie să respecte în totalitate prezentul standard. 4.5.3 De asemenea, este recomandat ca suporturile tubulaturilor, dispozitivelor de măsură etc. să fie acoperite cel puţin la fel ca şi elementele care nu fac parte integrantă din structura navei şi care sunt indicate în paragraful 4.5.2. 4.6 Cerinţele de bază aplicabile acoperirii 4.6.1 Cerinţele sistemului de acoperire care trebuie să fie aplicate tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei aflate în construcţie, în vederea satisfacerii standardului de calitate descris la paragraful 4.1, sunt enumerate în tabelul 1. 4.6.2 Producătorii de acoperiri trebuie să furnizeze specificaţiile sistemelor de acoperire de protecţie care îndeplinesc cerinţele enunţate în tabelul 1 şi corespund mediului în care sunt utilizate. 4.6.3 Administraţia trebuie să verifice fişa tehnică şi declaraţia de conformitate sau certificatul de aprobare de tip stabilit pentru sistemul de acoperire de protecţie. 4.6.4 Şantierul naval trebuie să aplice sistemul de acoperire de protecţie în conformitate cu fişa tehnică verificată şi propriile sale proceduri de aplicare verificate. 4.7 Standardele la care se face referire în acest standard sunt acceptabile pentru Organizaţie. Echipamentul de încercare, metodele de încercare, metodele de preparare şi/sau rezultatele încercărilor trebuie să fie conforme standardelor de calitate şi să nu fie inferioare normelor acceptabile pentru Organizaţie. Tabelul 1 - Cerinţe de bază aplicabile sistemului de acoperire la tancurile de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei NOTĂ: A“ ESTE DISTANŢA ÎNTRE ÎNĂLŢIMEA CĂILOR DE ACCES PERMANENTE LA NIVELUL CEL MAI ÎNALT ŞI ÎNĂLŢIMEA PUNŢII SUPERIOARE. 4.5 Aplicarea specială 4.5.1 Prezentul standard se referă la cerinţele aplicabile acoperirilor de protecţie ale structurilor de oţel din tancurile de hidrocarburi. Există alte elemente independente care sunt instalate în interiorul tancurilor ce transportă hidrocarburi şi pe care sunt aplicate acoperiri destinate protecţiei contra coroziunii. 4.5.2 Este recomandat ca prezentul standard să fie aplicat, în măsura posibilităţilor, mijloacelor de acces prevăzute pentru inspecţiile specificate în subsecţiunea 4.4 care nu fac parte integrantă din structura navei, cum ar fi mâinile curente, platformele independente, scările etc. De asemenea, se pot utiliza alte metode echivalente permiţând protejarea contra coroziunii elementelor care nu sunt parte integrantă a structurii, cu condiţia ca ele să nu compromită calitatea acoperirii structurii învecinate. Mijloacele de acces care fac parte integrantă din structura navei, cum ar fi înălţimea mărită a nervurilor de rigidizare pentru pasarele, stringherii etc., situate în zonele de acoperire, trebuie să respecte în totalitate prezentul standard. 4.5.3 De asemenea, este recomandat ca suporturile tubulaturilor, dispozitivelor de măsură etc. să fie acoperite cel puţin la fel ca şi elementele care nu fac parte integrantă din structura navei şi care sunt indicate în paragraful 4.5.2. 4.6 Cerinţele de bază aplicabile acoperirii 4.6.1 Cerinţele sistemului de acoperire care trebuie să fie aplicate tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei aflate în construcţie, în vederea satisfacerii standardului de calitate descris la paragraful 4.1, sunt enumerate în tabelul 1. 4.6.2 Producătorii de acoperiri trebuie să furnizeze specificaţiile sistemelor de acoperire de protecţie care îndeplinesc cerinţele enunţate în tabelul 1 şi corespund mediului în care sunt utilizate. 4.6.3 Administraţia trebuie să verifice fişa tehnică şi declaraţia de conformitate sau certificatul de aprobare de tip stabilit pentru sistemul de acoperire de protecţie. 4.6.4 Şantierul naval trebuie să aplice sistemul de acoperire de protecţie în conformitate cu fişa tehnică verificată şi propriile sale proceduri de aplicare verificate. 4.7 Standardele la care se face referire în acest standard sunt acceptabile pentru Organizaţie. Echipamentul de încercare, metodele de încercare, metodele de preparare şi/sau rezultatele încercărilor trebuie să fie conforme standardelor de calitate şi să nu fie inferioare normelor acceptabile pentru Organizaţie. Tabelul 1 - Cerinţe de bază aplicabile sistemului de acoperire la tancurile de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei
|
|
Caracteristici |
Cerinţe |
|
1. |
Detalii privind sistemul de acoperire |
|
.1 |
Alegerea sistemului de acoperire |
Alegerea sistemului de acoperire trebuie să fie efectuată de către părţile interesate în funcţie de condiţiile de utilizare şi planul de întreţinere. Trebuie ţinut cont mai ales de următorii factori: .1 amplasarea spaţiului în raport cu suprafeţele încălzite; .2 frecvenţa operaţiunilor de manipulare a încărcăturii; .3 starea impusă de suprafaţă; .4 cerinţele suprafeţei de curăţare, uscare; .5 protecţia catodică complementară, acolo unde este cazul (unde acoperirea este suplimentar protejată catodic, acoperirea trebuie să fie compatibilă cu sistemul de protecţie catodic); .6 permeabilitatea acoperirii şi rezistenţa la gaz inert şi acid; şi .7 proprietăţi mecanice adecvate (flexibilitate, rezistenţă la impact). Producătorii de acoperiri trebuie să fabrice produse pentru care pot furniza o dovadă a eficienţei şi fişe tehnice satisfăcătoare. Ei trebuie, de asemenea, să fie în măsură să ofere o asistenţă tehnică adecvată. Informaţiile privitoare la calitate, specificaţiile tehnice şi orice asistenţă tehnică oferită de producător trebuie să fie înregistrate în dosarul tehnic de acoperire. Acoperirile destinate să fie aplicate sub punţile încălzite de soare sau pe pereţii care separă spaţiile încălzite trebuie să poată suporta o încălzire şi/sau o răcire repetată fără să devină casante. |
|
.2 |
Tipul de acoperire |
Sisteme pe bază de epoxi Alte sisteme de acoperire a căror calitate satisface metoda de încercare din anexa nr. 1 Este recomandat să se aplice un sistem de multistraturi în care fiecare strat să fie de culoare contrastantă. Ultimul strat trebuie să aibă o culoare deschisă, pentru a facilita inspecţiile în timpul exploatării. Ar trebui să se ia în considerare aplicarea unui strat consolidat în dreptul orificiilor de aspiraţie şi returul coloanelor serpentinei de încălzire a apei. Ar trebui să se ia în considerare utilizarea unei protecţii catodice complementare în cazul în care poate apărea riscul de coroziune galvanică. |
|
|
Caracteristici |
Cerinţe |
|
.3 |
Încercări pentru acoperiri |
Sistemele pe bază de epoxi supuse testării înainte de data de intrare în vigoare a prezentului standard într-un laborator cu ajutorul unei proceduri de încercare prevăzute în anexa nr. 1 ori echivalentul său cu minimum de cerinţe în ceea ce priveşte ruginirea şi formarea de bule de aer sau care au o expunere de 5 ani în condiţiile reale, demonstrată prin documente, a căror stare finală este considerată cel puţin „BUNĂ“, pot fi acceptate. Pentru sistemele pe bază de epoxi aprobate la data intrării în vigoare a acestui standard sau după această dată se cer încercări în conformitate cu anexa nr. 1 sau echivalentul său. |
|
.4 |
Specificaţii de execuţie a lucrărilor |
Trebuie aplicate cel puţin două straturi în bandă şi două straturi pulverizate cu pistolul, al doilea strat putând fi redus în zona de suduri, dacă este demonstrat că straturile aplicate pot satisface NDFT, în sensul de a evita o încărcare inutilă. Orice reducere în aplicarea celui de-al doilea strat trebuie să fie pe deplin detaliată în dosarul tehnic de acoperire (CFT). Straturile în bandă trebuie să fie aplicate cu pensula sau cu rola. Se utilizează rola doar pentru zonele zimţate sau orificiile mici etc. Trebuie să se lase să se usuce în mod corespunzător fiecare strat principal de acoperire înainte să se aplice stratul următor, conform recomandărilor producătorului. Specificaţiile de execuţie trebuie să includă durata uscării înainte de aplicarea unui nou strat şi durata necesară pentru întărire, cum este indicat de către producător. Suprafaţa contaminată cu rugină, grăsime, sare, ulei, praf etc. trebuie curăţată înainte de aplicarea vopselei. Metoda trebuie să fie conformă recomandărilor fabricantului vopselei. Incluziunile abrazive încrustate în stratul de acoperire trebuie înlăturate. |
|
.5 |
NDFT (grosime nominală totală a peliculei)1 |
NDFT 320 µm după regula 90/10 pentru acoperirile pe bază de epoxi şi după specificaţiile producătorului acoperirii pentru celelalte sisteme Grosimea totală maximă a peliculei uscate după specificaţiile detaliate ale producătorului Trebuie avută în vedere evitarea creşterii exagerate a grosimii stratului. Grosimea stratului proaspăt trebuie controlată în mod regulat în timpul aplicării. Diluanţii utilizaţi trebuie să fie limitaţi la tipurile şi la cantităţile recomandate de producător. |
|
2. |
PSP (Prima etapă de pregătire a suprafeţelor) |
|
.1 |
Decapare şi profil2,3 |
Sa 2½; cu profiluri între 30 şi 75 µm Decaparea nu trebuie să fie efectuată dacă: .1 indicele de umiditate relativă este mai mare decât 85%; sau .2 temperatura de suprafaţă a oţelului este mai mică de 3ºC sub punctul de rouă. Un control al curăţeniei şi rugozităţilor profilului de la suprafaţa oţelului trebuie să fie efectuat după pregătirea acesteia şi înaintea aplicării grundului, conform indicaţiilor producătorului. |
|
.2 |
Limită de sare solubilă în apă echivalentă cu NaCl4 |
≤ 50 mg/m2 de clorură de sodiu |
|
.3 |
Grundul de atelier |
Conţinutul de zinc din silicatul de zinc fără inhibitor sau echivalent Compatibilitatea cu sistemul principal de acoperire trebuie să fie confirmată de către producătorul acoperirii. |
|
3. |
A doua etapă de pregătire a suprafeţelor |
|
.1 |
Starea suprafeţei oţelului5 |
Trebuie să se pregătească suprafaţa de oţel astfel încât acoperirea aleasă să se poată repartiza într-un mod uniform conform NDFT şi să prezinte o aderenţă adecvată, îndepărtând marginile ascuţite, şlefuind cordoanele de sudură şi înlăturând orice strop de sudură şi orice ar putea contamina suprafaţa conform standardului P2. Marginile trebuie să fie tratate în aşa fel încât să aibă rotunjirea cu cel puţin o rază de 2 mm sau să facă obiectul unei şlefuiri în 3 etape (treceri) ori cel puţin al unui procedeu echivalent înainte de aplicarea vopselei. |
1 Tip de măsurare şi de etalonare, în conformitate cu standardul SSPC-PA2: 2004. Specificaţie relativă a aplicării vopselei nr. 2. 2 Standard de referinţă ISO 8501-1:1988/Supl: 1994. Pregătirea substraturilor de oţel înaintea aplicării vopselelor şi produselor similare - Evaluarea vizuală a curăţirii suprafeţei. 3 Se raportează la standardul ISO 8503-1/2:1988. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Rugozitatea suprafeţei şi starea de decapare a acesteia. 4 Conductivitate măsurată conform standardului ISO 8502-9:1998. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Evaluarea curăţirii suprafeţelor. 5 Standard de referinţă: ISO 8501-3:2001. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Evaluarea vizuală a curăţirii unui substrat.
|
|
Caracteristici |
Cerinţe |
|
.2 |
Tratarea suprafeţelor6 |
Sa 2 1/2 din deteriorarea stratului aplicat în atelier şi pe suduri Suprafeţele care urmează să fie acoperite trebuie să fie sablate la Sa 2 prin eliminarea a cel puţin 70% din grundul de atelier care nu a trecut la precalificarea certificată prin procedura de încercare conform tabelului 1 paragraful 1.1.3 Dacă sistemul de acoperire complet, bazat pe epoxi şi grundul de atelier, a trecut de încercarea de precalificare, conform procedurilor din tabelul 1 paragraful 1.1.3, se poate păstra stratul iniţial aplicat în atelier, cu condiţia să se utilizeze acelaşi sistem de acoperiri epoxi. Grundul de atelier trebuie curăţat prin decapare cu peria, spălat cu apă la presiune mare sau printr-o metodă echivalentă. Dacă grundul de atelier pe bază de silicat de zinc a trecut testul conform tabelului 1 paragraful 1.1.3 ca parte a unui sistem de acoperire epoxidic, poate fi folosit în combinaţie cu alte acoperiri epoxidice certificate prin tabelul 1 paragraful 1.1.3, cu condiţia ca producătorul să confirme compatibilitatea acestora cu referire la testul de imersie descris în anexa nr. 1 sau în concordanţă cu standardul de calitate pentru acoperiri de protecţie pentru tancurile de balast cu apă de mare la orice tip de navă şi pentru dublu fund la navele vrachier [Rezoluţia MSC.215(82)]. |
|
.3 |
Tratarea suprafeţelor după montare |
Îmbinările de montaj St 3 sau mai bine de SA2 1/2, dacă în practică este posibil Pentru plafonul dublului fund: - Defecte până la 20% din suprafaţa acoperită vor fi tratate minimum St 3. - Defecte continue mai mari de 25 m2 sau peste 20% din suprafaţa acoperită - trebuie aplicat SA2 1/2. Sub punte: - Defecte mai mari de 3% din suprafaţa acoperită vor fi tratate minimum St 3. - Defecte continue mai mari de 25 m2 sau mai mult de 3% din suprafaţa acoperită - trebuie aplicat SA2 1/2. Acoperirea se va face în straturi subţiri. |
|
.4 |
Prescripţii aplicabile profilului7 |
În caz de decapaj total sau parţial, 30-75 µm; dacă nu, după recomandările producătorului acoperirii |
|
.5 |
Particule de praf8 |
Gradul de prăfuire „1“ pentru particule de praf de clasă „3“, „4“ sau „5“ Particulele mici de praf, vizibile cu ochiul liber, trebuie să fie îndepărtate de pe suprafaţa acceptată pentru acoperire. |
|
.6 |
Limită de sare solubilă în apă echivalentă cu NaCl după decapaj/şlefuire9 |
≤ 50 mg/m2 de clorură de sodiu |
|
.7 |
Contaminare |
Nicio contaminare de hidrocarburi Trebuie să se urmeze recomandările producătorului vopselei cu privire la orice contaminare între straturi. |
|
4. |
Diverse |
|
|
.1 |
Ventilaţie |
O ventilaţie adecvată este necesară pentru ca uscarea şi întărirea acoperirii să fie îndeplinite. Ar trebui asigurată o ventilaţie pe toată durata procesului de aplicare şi pentru o perioadă de timp după terminarea aplicării, după recomandările producătorului acoperirii. |
6 Standard de referinţă ISO 8501-1:1988/Supl: 1994. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Evaluarea vizuală a curăţirii unui substrat. 7 Standard de referinţă ISO 8503-1/2:1988. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Rugozitate de suprafaţă a substraturilor de oţel decapate. 8 Standard de referinţă ISO 8502-2:1993. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Evaluarea vizuală a curăţirii unui substrat. 9 Conductivitate măsurată conform standardului ISO 8502-9: 1998. Pregătirea substraturilor de pe oţel înaintea aplicării vopselelor şi produselor similare - Test pentru aprecierea curăţirii unei suprafeţe.
|
|
Caracteristici |
Cerinţe |
|
.2 |
Condiţii de mediu |
Acoperirea trebuie să fie aplicată în condiţii controlate de umiditate şi de temperatură de suprafaţă, conform specificaţiilor producătorului. În plus, acoperirea nu trebuie să fie aplicată dacă: .1 indicele de umiditate relativă este mai mare de 85%; sau .2 temperatura de suprafaţă a oţelului este mai mică de 3ºC sub punctul de rouă; sau .3 în toate cazurile în care condiţiile impuse de producător nu sunt respectate. |
|
.3 |
Testarea acoperirii10 |
Trebuie evitate testările distructive. Grosimea stratului uscat se măsoară după aplicarea fiecărui strat, cu scopul de control al calităţii; grosimea totală a peliculei trebuie să fie confirmată după aplicarea ultimului strat, folosind mijloace adecvate de măsurare a grosimii. |
|
.4 |
Reparaţii |
Zonele cu defecte, de exemplu suprafeţele poroase, cu bule de aer sau neacoperite etc., trebuie să fie marcate şi efectuate reparaţii adecvate. Toate reparaţiile de acest tip trebuie să fie verificate şi înregistrate. |
5 Aprobarea sistemelor de acoperire Rezultatele încercărilor de preselecţie (tabelul 1, paragraful 1.1.3) a sistemului de acoperire trebuie să fie înregistrate în documente şi o declaraţie de conformitate sau un certificat de aprobare de tip trebuie să fie eliberat(ă) dacă sistemul este considerat satisfăcător de o parte terţă independentă de producătorul acoperirii. 6 Acoperiri, norme de inspecţii 6.1 Generalităţi 6.1.1 Ca să se asigure conformitatea cu prezentul standard, procedurile următoare trebuie să fie aplicate de către inspectori calificaţi în materie de acoperiri, certificaţi de către NACE la nivel II, de către FROSIO la nivel III sau la un nivel echivalent, verificat de către Administraţie. 6.1.2 Inspectorii de acoperire trebuie să inspecteze pregătirea suprafeţelor şi aplicarea acoperirii în timpul procesului de aplicare, efectuând cel puţin elementele de inspecţie enunţate la subsecţiunea 6.2, pentru a asigura conformitatea cu acest standard. Trebuie să se pună accent pe începutul fiecărui stadiu de pregătire a suprafeţelor şi a aplicării acoperirii, fiind extrem de dificilă remedierea în timpul procesului de aplicare. Trebuie examinată grosimea acoperirii de pe elementele reprezentative ale structurii într-o manieră nedistructivă. Inspectorul trebuie să verifice dacă măsurile colective corespunzătoare au fost efectuate. 6.1.3 Rezultatele inspecţiei trebuie să fie înregistrate de către inspector şi incluse în dosarul tehnic de acoperire (CTF) (vezi anexa nr. 2). 6.2 Elemente de inspectat
|
Etapa construcţiei |
Elemente de inspectat |
|
Prima fază a pregătirii suprafeţei |
1 |
Trebuie măsurată şi înregistrată temperatura de suprafaţă a oţelului, umiditatea relativă şi punctul de rouă înainte de începutul procesului de decapare şi atunci când sunt schimbări bruşte de timp. |
|
2 |
Trebuie examinată suprafaţa tablelor de oţel pentru a reduce prezenţa sărurilor solubile, a hidrocarburilor, a grăsimii şi a altor contaminanţi. |
|
3 |
Trebuie controlată curăţarea suprafeţei de oţel în timpul procesului de aplicare a stratului de grund de atelier. |
|
4 |
Trebuie confirmat faptul că grundul de atelier respectă prescripţiile punctului 3 al paragrafului 2 din tabelul 1. Acest punct trebuie verificat de producător. |
|
Grosime |
|
Dacă compatibilitatea cu sistemul de acoperire principal a fost atestată, trebuie confirmat faptul că grosimea şi duritatea stratului aplicat în atelier pe bază de silicat de zinc sunt conforme valorilor specificate. |
10 Tip de măsurare şi de etalonare în conformitate cu standardul SSPC-PA2: 2004. Specificaţii pentru aplicarea vopselei nr. 2.
|
Etapa construcţiei |
Elemente de inspectat |
|
Asamblare în blocsecţii |
1 |
După terminarea construcţiei blocsecţiilor şi înainte de începutul celei de-a doua etape de pregătire a suprafeţei, trebuie făcută o inspecţie vizuală a tratării suprafeţei oţelului, precum şi a marginilor. Trebuie eliminată orice urmă de ulei, grăsime sau alţi contaminanţi vizibili. |
|
2 |
După decapare/şlefuire/curăţire şi după aplicarea acoperirii, trebuie procedat la o inspecţie vizuală a suprafeţei pregătite. Odată terminate decaparea şi curăţarea şi înaintea aplicării primului strat, trebuie examinată suprafaţa oţelului într-un loc cel puţin pentru fiecare blocsecţie, pentru a determina cantităţile de săruri solubile rămase. |
|
3 |
Trebuie monitorizate în permanenţă şi înregistrate temperatura suprafeţei, umiditatea relativă şi punctul de rouă în timpul aplicării acoperirii, duritatea/întărirea acesteia. |
|
4 |
Trebuie procedat la o inspecţie a etapelor procesului de aplicare a acoperirii menţionate în tabelul 1. |
|
5 |
Trebuie măsurată DFT pentru a dovedi că grosimea acoperirii aplicate este conformă celei specificate. |
|
Montare |
1 |
Trebuie efectuată o inspecţie vizuală pentru constatarea stării şi pregătirii suprafeţei oţelului şi pentru verificarea de conformitate cu celelalte prescripţii din tabelul 1 şi specificaţiile aprobate. |
|
2 |
Trebuie măsurate şi înregistrate temperatura suprafeţei, umiditatea relativă şi punctul de rouă înainte de începutul aplicării acoperirii şi la intervale regulate în timpul procesului aplicării. |
|
3 |
Inspecţia trebuie realizată pe etapele procesului de aplicare a acoperirii menţionate în tabelul 1. |
7 Cerinţe de verificare a acoperirilor Înainte de a examina dosarul tehnic de acoperire a navei supuse prezentului standard de calitate, Administraţia trebuie: .1 să verifice dacă fişa tehnică şi declaraţia de conformitate sau certificatul de aprobare de tip respectă prezentul standard; .2 să verifice dacă datele de identificare ale acoperirii de pe containerele reprezentative corespund cu acoperirea descrisă în fişa tehnică şi declaraţia de conformitate sau certificatul de tip aprobat; .3 să verifice dacă inspectorul are calificările cerute conform standardului de calificare menţionat la paragraful 6.1.1; .4 să verifice dacă procesele-verbale ale inspectorului în ceea ce priveşte pregătirea suprafeţelor şi aplicarea acoperirii indică faptul că ele sunt conform fişei tehnice a producătorului şi declaraţiei de conformitate sau certificatului de aprobare de tip; şi .5 să monitorizeze implementarea cerinţelor de inspecţie a acoperirii. 8 Sisteme alternative de acoperire 8.1 Toate sistemele care nu utilizează o acoperire epoxidică aplicată conform tabelului 1 din prezentul standard sunt definite ca fiind sisteme alternative. 8.2 Prezentul standard de calitate se bazează pe sisteme de acoperire care au fost probate şi sunt de utilizare curentă. Prezentul standard nu pretinde în niciun caz să excludă alte sisteme a căror calitate a fost aprobată ca echivalentă, de exemplu sistemele care nu utilizează o acoperire pe bază de epoxi. 8.3 Alte sisteme pot fi acceptate, cu condiţia să se demonstreze, cu documente justificative, că au o eficienţă anticoroziune cel puţin echivalentă celei specificate în prezentul standard: .1 atunci când sunt testate în conformitate cu prezentul standard; sau .2 atunci când sunt prezentate documente justificative care să dovedească faptul că 5 ani acoperirea a fost expusă la transportul de ţiţei11 neîntrerupt. Starea acoperirii nu este mai jos de nivelul „BUN“ după 5 ani. 11 Pentru condiţiile reale ar trebui să se considere că nava oferă un serviciu comercial pe rute diferite şi transporturi diferite de tipuri de ţiţei pentru a obţine un eşantion realist. De exemplu, 3 nave care furnizează un serviciu comercial în 3 zone diferite şi care transportă diferite tipuri de ţiţei. ANEXA nr. 1la standard Proceduri de încercare pentru acceptarea acoperirilor de protecţie a tancurilor de marfă pentru transportul de hidrocarburi ale petrolierelor care transportă ţiţei 1 Scop Această metodă descrie în detaliu procedurile de încercare aplicabile acoperirilor pentru tancurile de marfă ale petrolierelor care transportă ţiţei în conformitate cu subsecţiunea 4.6 şi paragraful 8.3 din standard. Pe plafonul tancului de balast şi al punţii superioare trebuie să fie aplicat acelaşi sistem de acoperire care a trecut protocolul complet de încercare descris în acest document. 2 Definiţii Specificaţia de acoperire reprezintă specificaţia sistemului de acoperire, care cuprinde tipul de sistem de acoperire, pregătirea oţelului, pregătirea suprafeţelor, curăţarea suprafeţelor, condiţii de mediu, procedura de aplicare, criteriile de acceptare şi inspecţie. 3 Generalităţi Este recunoscut faptul că tancurile de marfă ale navelor care transportă de ţiţei sunt expuse la două condiţii de mediu foarte diferite. 3.1 Într-un tanc de marfă plin există 3 zone în plan vertical: .1 partea inferioară şi părţile orizontale ale stingheriilor etc., care sunt expuse la ape ce pot fi acide şi la nămoluri care pot conţine bacterii anaerobe; .2 partea de mijloc, în cazul în care încărcătura de petrol este în contact cu oţelul; .3 spaţiul cu vapori, în care aerul este saturat cu diverşi vapori cum ar fi H2S, CO2, SO2, proveniţi de la tancurile de marfă, vapori de apă sau alte gaze produse prin sistemul de gaz inert. 3.2 Când petrolierul este în balast: .1 partea inferioară şi părţile orizontale ale stingheriilor etc., care sunt expuse la reziduurile de marfă şi ape ce pot fi acide şi la nămoluri care pot conţine bacterii anaerobe; .2 spaţiul tancului, care conţine aer cu diverşi vapori emanaţi de reziduurile de ţiţei, cum ar fi H2S, CO2, SO2, vapori de apă şi alte gaze produse prin sistemul de gaz inert. 4 Testarea Încercările descrise în acest standard sunt menite a simula, pe cât posibil, cele două condiţii practice de mediu la care va fi supusă acoperirea într-un tanc de marfă cu ţiţei. Acoperirea trebuie să răspundă următoarelor încercări: procedurile de încercare trebuie să fie conforme apendicelui 1 (simularea întrun spaţiu închis la expunerea de gaze provenite de la un tanc plin) şi apendicelui 2 (testul de scufundare simulând condiţiile de încărcare a tancului cu ţiţei12). 5. Componenţa gazului de încercare Gazul de încercare este în funcţie de conţinutul de gaze din tancurile de marfă pentru ţiţei, cu excepţia hidrocarburilor care nu sunt incluse, deoarece acestea nu au efecte adverse asupra acoperirii epoxidice, cum ar fi cele utilizate în tancurile de marfă. COMPONENŢA GAZULUI DE ÎNCERCARE: N2 83 ± 2% din volumul de gaz uscat CO2 13 ± 2% din volumul de gaz uscat O2 4 ± 1% din volumul de gaz uscat SO2 300 ± 20 ppm H2S 200 ± 20 ppm 6. Lichid de încercare Ţiţeiul este un complex chimic care devine instabil în timp, atunci când este depozitat. Compoziţia ţiţeiului poate varia, de asemenea, în timp. În plus, utilizarea de ţiţei a creat în practică probleme de sănătate, securitate şi mediu pentru laboratoarele de încercări implicate. Pentru a depăşi aceste probleme, se foloseşte un tip de lichid de imersiune ce simulează ţiţeiul. Componenţa acestui tip de lichid este prezentată mai jos: .1 se începe cu distilat marin clasa DMA13, densitatea la 15 °C: 890 kg/m3, viscozitate maximă la 40 °C: 6 mm2/s; .2 se adaugă acid naftenic până se obţine un indice de aciditate14 de 2,5 ± 0,1 mg de hidroxid de potasiu (KOH)/g; .3 se adaugă benzen/toluen (raport 1:1) până la o concentraţie totală de 8,0 ± 0,2% (m/m) DMA; .4 se adaugă apă de mare artificială15 amestec până la o concentraţie de 5,0 ± 0,2% (m/m); .5 se adaugă H2S dizolvat într-un mediu lichid [pentru a obţine o concentraţie de 5 ± 1 ppm (m/m) de H2S lichidul total de încercare]; .6 se amestecă componentele de mai sus, imediat înainte de utilizare; şi .7 în cazul în care amestecul este terminat, ar trebui să se verifice dacă lichidul obţinut respectă concentraţiile din amestecul de încercare. NOTĂ: Pentru a evita orice eliberare de H2 S în încercarea de laborator, se recomandă să se utilizeze o soluţie din depozit pentru etapele 1-4, apoi se umplu vasele de încercare şi se trece la etapele 5 şi 6. 12 Metoda de încercare este inspirată din standardul ISO 2812-1:2007 - Vopseluri şi lacuri. Determinarea rezistenţei la lichide. Partea 1 : Scufundarea în lichide altele decât apa. 13 Se bazează pe standardul ISO 8217:2005 - Produse petroliere - Combustibili (Clasa F) - Specificaţii de combustibili marini. 14 Se bazează pe standardul ISO 6618:1997 - Produse petroliere şi lubrifianţi - Determinarea indicelui de aciditate şi bază - Metoda de titrare cu prezenţa unui indicator de culoare. 15 Se bazează pe normele ASTM D1141 - 98(2008) - Standarde practice pentru prepararea apei de mare artificiale. APENDICE 1 ÎNCERCAREA ÎN CAMERĂ ETANŞĂ LA GAZ 1 Condiţii de încercare Încercarea la vapori trebuie să fie efectuată într-o cameră etanşă la gaz. Dimensiunile şi proiectarea acestei camere nu sunt determinante, cu condiţia ca cerinţele de la pct. 6-10 de mai jos să fie îndeplinite. Încercarea de gaz este concepută pentru a simula condiţiile reale dintr-un tanc de marfă pentru transportul de ţiţei, aflat în condiţii de balast la fel ca în condiţii de vapori când tancul este plin. .1 Timpul de expunere este de 90 de zile. .2 Testele se efectuează folosind două panouri; un panou terţ trebuie să fie pregătit şi conservat în condiţii ambientale pentru a servi ca panou de referinţă pentru evaluarea finală a panourilor de testare. .3 Fiecare panou de testare este de 150 mm x 100 mm x 3 mm. .4 Panourile trebuie să fie tratate în conformitate cu pct. 1.2 din tabelul 1 din standard şi acoperite conform pct. 1.4 şi 1.5 din tabelul 1. .5 Dacă grundul de atelier este pe bază de silicat de zinc, trebuie expus intemperiilor minimum două luni şi apoi spălat cu jet de apă cu presiune scăzută. Metoda de pregătire a grundului de atelier înainte de aplicare va fi descrisă într-o procedură împreună cu criteriile de acceptare pentru sistemul în cauză. Spatele şi marginile piesei trebuie acoperite corespunzător pentru a nu influenţa rezultatele testului. .6 În interiorul camerei de testare va fi amplasat un jgheab. Acesta trebuie să fie umplut cu 2 ± 0,2 l de apă. Apa va fi drenată şi înlocuită de fiecare dată când se va schimba gazul de încercare. .7 Spaţiile de vapori din interiorul camerei etanşe la gaze trebuie să fie umplute cu un amestec de gaz de încercare având compoziţia indicată la pct. 5 din anexa nr. 1 la standard. Atmosfera camerei trebuie să fie menţinută pe toată perioada de încercare. Dacă gazul nu îndeplineşte criteriile din metoda de încercare, acesta trebuie să fie schimbat. Frecvenţa de verificare şi metoda utilizată, precum şi data şi ora de reînnoire a gazului de încercare trebuie să fie indicate în raportul de încercare. .8 Umiditatea relativă în interiorul camerei de încercare trebuie să fie permanent de 95 ± 5%. .9 Temperatura din atmosfera camerei de încercare trebuie să fie de 60 ± 3 ° C. .10 Panourile de încercare trebuie menţinute vertical la distanţa de cel puţin 20 mm între ele cu ajutorul unui suport format dintr-un material inert adecvat. Suportul trebuie să fie plasat în camera de testare astfel încât extremitatea inferioară a panourilor să se găsească la o distanţă de cel puţin 200 mm de suprafaţa apei şi la cel puţin 100 mm de peretele camerei. Dacă în interiorul camerei sunt amplasate două rafturi, trebuie avut grijă să se asigure că soluţia nu va picura pe panourile inferioare. 2 Rezultatele încercării 2.1 Înainte de încercare prioritar trebuie să se măsoare şi să se înregistreze următoarele date pentru fiecare dintre acoperirile care formează sistemul de acoperire, inclusiv grundul de atelier pe bază de zinc silicat, atunci când este utilizat în acoperire: .1 identificarea prin spectrometrie în infraroşu (IR) a componentelor de bază şi a durităţii acoperirii; .2 densitatea16 componentelor de bază şi a întăritorilor de vopsea; şi .3 grosimea medie de peliculă uscată (DFT) (utilizând un şablon)17. 2.2 După terminarea încercării, panourile trebuie să fie scoase din camera de încercare şi se clătesc cu apă fierbinte. Panourile trebuie uscate cu prosoape de hârtie absorbantă şi evaluate la 24 de ore de la terminarea încercării în ceea ce priveşte rugina şi băşicarea. 2.3 După testare, trebuie să se înregistreze următoarele date: băşicarea şi rugina18. 3 Criterii de acceptare 3.1 Rezultatele încercărilor efectuate conform secţiunii 2 trebuie să îndeplinească următoarele criterii; rezultatele mai slabe ale panourilor duplicat trebuie prinse în raport:
|
Obiect |
Criterii de acceptare pentru sistemele pe bază de epoxi |
Criterii de acceptare pentru alte sisteme |
|
Bule (de aer) pe panou |
Nicio bulă (de aer) |
Nicio bulă (de aer) |
|
Rugină pe panou |
Ri 0 (0%) |
Ri 0 (0%) |
3.2 La evaluarea panourilor de încercare trebuie să se facă abstracţie de prezenţa particulelor de rugină sau a băşicării pe marginile panourilor pe o lăţime de 5 mm. 4 Raport de încercare Raportul de încercare trebuie să conţină următoarele informaţii: .1 numele producătorului acoperirii şi locul de fabricare19; .2 data testărilor; .3 numele produsului/identificarea fiecărei acoperiri şi, dacă este cazul, stratul de grund de atelier pe bază de silicat de zinc; .4 numărul lotului fiecărei componente a fiecărui produs; 16 Standard de referinţă: ISO 2811-1/4 : 1997. Vopsele şi lacuri - Determinarea densităţii/masei volumice. 17 Şase puncte de măsurare repartizate în mod egal sunt utilizate pe panourile de 150 mm x 100 mm. 18 Se referă la următoarele standarde: .1 ISO 4628-1 : 2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 1: Introducere generală şi sistemul de desemnare; .2 ISO 4628-2 : 2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 2: Evaluarea gradului de băşicare; .3 ISO 4628-3 : 2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 3: Evaluarea degradării acoperirilor. 19 Trebuie remarcat faptul că încercarea este valabilă indiferent de locul de producţie, ceea ce înseamnă că nu este necesar pentru a testa produsele individuale din diferite locuri de producţie. .5 detalii privind pregătirea suprafeţelor panourilor de oţel înainte de aplicarea grundului de atelier şi tratamentul înaintea aplicării acestuia, precum şi următoarele date: .5.1 tratarea suprafeţei sau tratarea cu grund de atelier contra intemperiilor, precum şi orice informaţie importantă care influenţează calitatea tratamentului; şi .5.2 cantitatea de sare solubilă în apă, măsurată la suprafaţa oţelului înainte de aplicarea grundului de atelier20; .6 detalii privind sistemul de acoperire, inclusiv următoarele: .6.1 stratul de grund de atelier pe bază de silicat de zinc, dacă este relevant, tratarea secundară a suprafeţei, condiţiile în care s-a efectuat, perioada de expunere la intemperii; .6.2 numărul de straturi, inclusiv cel de grund de atelier, şi grosimea fiecărui strat; .6.3 grosimea medie de peliculă uscată (DFT) înainte de testare21; .6.4 diluantul, dacă este folosit21; .6.5 umiditate21; .6.6 temperatura aerului21; şi .6.7 temperatura oţelului21; .7 detalii privind programul de reînnoire a gazului de încercare; .8 rezultatele încercării în conformitate cu secţiunea 2; şi .9 criterii de acceptare în conformitate cu secţiunea 3. 20 Se referă la următoarele standarde: .1 ISO 8502-6:2006. Pregătirea suprafeţelor de oţel înainte de aplicarea vopselelor sau produselor similare - Teste privind aprecierea suprafeţelor curăţate - Partea 6: Prelevarea de particule de contaminare solubile pentru analize - Metoda Bresle; şi .2 ISO 8502-9:1998. Pregătirea suprafeţelor de oţel înainte de aplicarea vopselelor sau produselor similare - Teste privind aprecierea suprafeţelor curăţate - Partea 9: Metode de determinare a particulelor de sare solubile în apă prin conductimetrie. 21 Indicii privind eşantioanele utilizate, cerinţe/recomandări ale producătorului APENDICE 2 ÎNCERCAREA DE IMERSIUNE 1 Condiţii de încercare Încercarea de imersiune22 este de a simula condiţiile dintr-un tanc plin de ţiţei. .1 Durata de expunere este de 180 de zile. .2 Lichidul de încercare trebuie să fie pregătit în conformitate cu pct. 6 din standard. .3 Lichidul de încercare trebuie să fie pus într-un recipient cu fundul plat, astfel încât să se obţină o înălţime a lichidului de încercare de 400 mm, rezultând o fază apoasă de 20 mm. Orice încercare alternativă folosind lichid de încercare identic ce va determina imersiunea panoului de încercare în 20 mm fază apoasă este de asemenea acceptată. Acest lucru poate fi realizat, de exemplu, prin utilizarea de particule inerte. .4 Lichidul de încercare trebuie să aibă o temperatură uniformă de 60 ± 2°C, menţinută constantă prin utilizarea de metode recunoscute, cum ar fi o baie de apă sau de ulei sau un cuptor cu aer circulat ce poate menţine temperatura lichidului de imersiune în intervalul necesar. .5 Panourile de încercare trebuie să fie plasate vertical şi să fie complet scufundate în timpul încercării. .6 Încercările trebuie să fie efectuate utilizând două panouri identice. .7 Distanţierele inerte nu trebuie să acopere suprafaţa de încercare şi trebuie folosite prin plasarea între panouri. .8 Fiecare panou de încercare este de 150 mm x 100 mm x 3 mm. .9 Panourile trebuie să fie tratate în conformitate cu pct. 1.2 din tabelul 1 din standard şi sistemul de acoperire aplicat în conformitate cu 1 pct. 1.4 şi 1.5 din tabelul 1. .10 Dacă este utilizat, grundul de atelier pe bază de silicat de zinc se va expune intemperiilor timp de minimum două luni, după care se va spăla cu apă dulce la presiune mică. Metoda de pregătire a grundului de atelier înainte de aplicare va fi descrisă într-o procedură împreună cu criteriile de acceptare pentru acest sistem. Spatele piesei de încercare şi marginile acesteia trebuie acoperite cu un strat adecvat, astfel încât rezultatele testului să nu fie afectate. .11 Atunci când testul de imersiune este finalizat, panourile se scot din lichidul de încercare şi se şterg cu o cârpă curată înainte de evaluarea acestora. .12 Panourile de testare trebuie să fie evaluate în termen de 24 de ore de la finalizarea testului. 2 Rezultatele încercării 2.1 Înainte de încercare, următoarele date măsurate pentru fiecare strat care compune sistemul de acoperire, inclusiv grundul de atelier pe bază de silicat de zinc, atunci când este cazul, se înregistrează: .1 identificarea prin spectrometrie în infraroşu (IR) a componentele de bază şi întăritor de acoperire; .2 densitatea componentei de bază şi întăritor de vopsea23; şi .3 grosimea medie de peliculă uscată (DFT) (utilizând un şablon)24. 2.2 După testare, trebuie să se înregistreze următoarele date: băşicare şi rugină25. 22 Metoda de încercare este inspirată din standardul ISO 2812-1:2007 - Vopseluri şi lacuri. Determinarea rezistenţei la lichide. Partea 1: Imersia în lichide, altele decât apa. 23 Standard de referinţă: ISO 2811-1/4: 1997. Vopsele şi lacuri - Determinarea densităţii/masei volumice. 24 Şase puncte de măsurare repartizate de o manieră egală sunt utilizate pe panourile de 150 mm x 100 mm. 25 Se referă la următoarele standarde: .1 ISO 4628-1:2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 1: Introducere generală şi sistemul de desemnare; .2 ISO 4628-2:2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 2: Evaluarea gradului de băşicare; .3 ISO 4628-3:2003. Vopsele şi lacuri - Evaluarea degradării acoperirilor - Aprecierea numărului şi dimensiunii defectelor şi a intensităţii modificărilor uniforme ale aspectului - Partea 3: Evaluarea degradării acoperirilor cu rugină. 3 Criterii de acceptare 3.1 Rezultatele încercărilor efectuate conform secţiunii 2 trebuie să îndeplinească următoarele criterii; rezultatele mai slabe ale panourilor duplicat trebuie prinse în raport:
|
Obiect |
Criterii de acceptare pentru sistemele pe bază de epoxi |
Criterii de acceptare pentru alte sisteme |
|
Bule (de aer) pe panou |
Nicio bulă (de aer) |
Nicio bulă (de aer) |
|
Rugină pe panou |
Ri 0 (0%) |
Ri 0 (0%) |
3.2 La evaluarea panourilor de încercare ar trebui să se ignore băşicarea sau rugina prezente pe marginile panourilor pe o lăţime de 5 mm. 4 Raport de încercare Raportul de încercare trebuie să conţină următoarele informaţii: .1 numele producătorului acoperirii şi locul de fabricare26; .2 date de încercare; .3 denumirea produsului/de identificare a fiecărei acoperiri şi, după caz, stratul de grund pe bază de silicat de zinc aplicat de atelier; .4 numărul lotului fiecărei componente a fiecărui produs; .5 detalii privind pregătirea suprafeţelor panourilor de oţel înainte de aplicarea grundului de atelier şi tratamentul grundului de atelier înaintea aplicării acestuia, precum şi următoarele date: .5.1 tratarea suprafeţei sau tratarea cu grund de atelier contra intemperiilor, precum şi orice informaţie importantă care influenţează calitatea tratamentului; şi .5.2 cantitatea de sare solubilă în apă, măsurată la suprafaţa oţelului înainte de aplicarea grundului în atelier27; .6 detalii privind sistemul de acoperire, inclusiv următoarele: .6.1 stratul de grund de atelier pe bază de silicat de zinc, dacă este relevant, pretratamentul secundar al suprafeţei sale, condiţiile în care s-a efectuat, perioada de expunere la intemperii; .6.2 numărul de straturi, inclusiv cel de grund aplicat în atelier, şi grosimea fiecărui strat; .6.3 grosimea medie de peliculă uscată (DFT) înainte de încercare28; .6.4 diluantul, dacă este folosit28; .6.5 umiditatea28; .6.6 temperatura aerului28; şi .6.7 temperatura oţelului28; .7 rezultatele încercării în conformitate cu pct. 2; şi .8 concluzii în conformitate cu secţiunea 3. 26 Trebuie remarcat faptul că încercarea este valabilă indiferent de locul de producţie, care înseamnă că nu este necesar a testa produsele individuale din diferite locuri de producţie. 27 Se referă la următoarele standarde: .1 ISO 8502-6:2006. Pregătirea suprafeţelor de oţel înainte de aplicarea vopselelor sau produselor similare - Teste privind aprecierea suprafeţelor curăţate - Partea 6: Prelevarea de particule solubile de contaminare pentru analize - Metoda Bresle; şi .2 ISO 8502-9:1998. Pregătirea suprafeţelor de oţel înainte de aplicarea vopselelor sau produselor similare - Teste privind aprecierea suprafeţelor curăţate - Partea 9: Metode de determinare a particulelor de sare solubile în apă prin conductimetrie. 28 Indicii privind eşantioanele utilizate, cerinţe/recomandări ale producătorului. APENDICE 3 PRECAUŢII PRIVIND UTILIZAREA DE MATERIALE PERICULOASE 1 Metodele de testare implică utilizarea de materiale care pot fi periculoase pentru sănătate, după cum urmează: .1 Dioxidul de sulf: coroziv în stare umedă, toxic dacă este inhalat, cauzează arsuri şi este iritant pentru ochi şi căile respiratorii. .2 Hidrogenul sulfurat: foarte inflamabil (punct de aprindere: –82° C), poate forma un amestec exploziv cu aerul, coroziv în stare umedă, cauzează arsuri, trebuie să fie ţinut departe de surse de aprindere, iritant şi sufocant, limita de expunere pe termen lung este de 5 ppm, limita de expunere pe termen scurt este de 10 ppm; la concentraţii mari, poate fi fatal şi nu are miros. Expunerea repetată la concentraţii mici poate reduce simţul mirosului la acest gaz. .3 Benzenul: foarte inflamabil (punct de aprindere: –11° C), poate forma un amestec exploziv cu aerul, toxic, cancerigen, risc ridicat pentru sănătate. .4 Toluen: foarte inflamabil (punct de aprindere: 4° C), poate forma un amestec exploziv cu aerul, iritant, risc ridicat pentru sănătate, efect toxic pentru reproducere. 2 Un aparat de încercare special şi precauţii speciale pot fi necesare, în conformitate cu reglementările în vigoare din ţara în care încercările sunt efectuate. 3 Deşi unele ţări nu au cerinţe specifice care să interzică desfăşurarea oricăreia dintre aceste încercări, este obligatoriu/obligatorie: .1 realizarea unei evaluări a riscurilor condiţiilor de muncă; .2 ca, în timpul perioadei de încercare, sistemul să fie este într-o incintă închisă; şi .3 ca mediul să fie controlat, în special la începutul şi sfârşitul încercărilor, să existe o instalaţie de ventilaţie adecvată şi ca personalul să poarte echipament individual de protecţie. ANEXA Nr. 2la standard Exemplu de registru de evidenţă zilnică şi raport de nonconformitate REGISTRU DE EVIDENŢĂ ZILNICĂ Foaie nr:
|
Nava: Tanc/Magazie nr.: Bază de date: |
|
Partea de structură: |
|
PREGĂTIREA SUPRAFEŢEI |
|
Metodă: Suprafaţă (m2): |
|
Abraziv: Granulometrie: |
|
Temperatura suprafeţei: Temperatura aerului: |
|
Umiditatea relativă (maximum): Punctul de rouă: |
|
Nivelul atins: |
|
Rotunjirea muchiilor: |
|
Observaţii: |
|
Lucrarea nr.: Data: Semnătură: |
|
APLICAREA ACOPERIRII |
|
Metoda: |
|
Strat nr. |
Sistem |
Lot nr. |
Data |
Temperatura aer |
Temperatura suprafaţă |
Umiditate relativă % |
Punct de rouă |
Măsura DFT* |
Specificaţii |
|
|
|
|
|
|
|
|
|
|
|
|
* DFT minim şi maxim măsurat. Înregistrările DFT se ataşează jurnalului zilnic. |
|
Observaţii: |
|
Lucrarea nr.: Data: Semnătură: |
RAPORT DE NONCONFORMITATE Foaie nr.:
|
Nava: Tanc/Magazie nr.: Bază de date: |
|
Partea de structură: |
|
CONSTATĂRI ŞI MĂSURI CORECTIVE |
|
Descrierea constatărilor: |
|
Document de referinţă (registru de evidenţă zilnică): |
|
Măsuri luate: |
|
Lucrarea nr.: Data: Semnătură: |
|