ORDIN Nr. 1192
din 4 iulie 2006
privind aprobarea Normei
tehnice feroviare „Infrastructura feroviara. Sudarea aparatelor de cale"
ACT EMIS DE:
MINISTERUL TRANSPORTURILOR, CONSTRUCTIILOR SI TURISMULUI
ACT PUBLICAT IN:
MONITORUL OFICIAL NR. 619 din 18 iulie 2006
In temeiul prevederilor art. 4 lit. e) prima liniuţă
din Regulamentul de organizare şi funcţionare a Autorităţii Feroviare Române -
AFER, aprobat prin Hotărârea Guvernului nr. 626/1998 privind organizarea şi
funcţionarea Autorităţii Feroviare Române - AFER, şi ale art. 5 alin. (4) din
Hotărârea Guvernului nr. 412/2004 privind organizarea şi funcţionarea
Ministerului Transporturilor, Construcţiilor şi Turismului, cu modificările şi
completările ulterioare,
ministrul transporturilor, construcţiilor şi
turismului emite următorul ordin:
Art. 1. - Se aprobă Norma tehnică feroviară
„Infrastructură feroviară. Sudarea aparatelor de cale", prevăzută în anexa
care face parte integrantă din prezentul ordin.
Art. 2. - Prevederile prezentului ordin se aplică în
activităţile de proiectare, construcţie, modernizare, reparare şi întreţinere a
aparatelor de cale sudate, de către operatorii economici persoane juridice
române, autorizaţi ca furnizori feroviari de produse/servicii, la întocmirea
caietelor de sarcini şi a specificaţiilor tehnice, de către administratorul
infrastructurii feroviare şi de gestionarii infrastructurii feroviare, precum şi la avizarea documentaţiilor tehnice
şi la evaluarea conformităţii lucrărilor la aparatele de cale de către
Autoritatea Feroviară Română - AFER.
Art. 3. - Nerespectarea prevederilor prezentului ordin atrage răspunderea juridică potrivit legii.
Art. 4. - Prezentul ordin se publică în Monitorul
Oficial al României,Partea I.
Art. 5. - Prezentul ordin intră în vigoare în termen de
30 de zile de la data publicării.
Ministrul transporturilor, construcţiilor şi turismului,
Radu Mircea Berceanu
ANEXĂ*)
NORMA TEHNICĂ FEROVIARĂ
„Infrastructură feroviară. Sudarea aparatelor de
cale"
PREAMBUL
Existenţa joantelor din cuprinsul aparatelor de cale
conduce la apariţia de uzuri şi defecte ale reperelor de rulare, la limitarea
vitezei de circulaţie, cât şi la o rată crescută a degradării geometriei
acestora. Eliminarea joantelor, prin sudarea între ele a reperelor de rulare,
este soluţia cea mai bună pentru reducerea efectelor negative menţionate.
In vederea modernizării
liniilor de cale ferată şi realizării căii şi a integrării în sistemele
europene de transport feroviar, apare necesitatea eliminării joantelor
eclisate, prin sudarea între ele a reperelor de rulare a aparatelor de cale şi
încorporarea acestora în calea fără joante.
Prezenta normă tehnică feroviară stabileşte regulile şi
condiţiile tehnice care permit eliminarea prin sudură a joantelor unui aparat
de cale existent în cale sau a unui aparat de cale care urmează să fie introdus
în cale după sudarea joantelor.
Prezenta normă se utilizează de către:
- Compania Naţională de Căi Ferate „C.F.R." -
S.A. la programarea lucrărilor de reparare a liniilor de cale ferată şi de
întreţinere;
- proiectanţi autorizaţi ca furnizori feroviari, la
elaborarea documentaţiilor pentru lucrările de reparare a liniilor de cale
ferată;
- firme specializate, autorizate ca furnizori
feroviari care au acordul de principiu al Companiei Naţionale de Căi Ferate
„C.F.R." - S.A. pentru execuţia de lucrări de sudare şine/aparate de cale,
la contractarea/realizarea sudării aparatelor de cale.
Cifrele din parantezele pătrate din cuprinsul normei
tehnice feroviare reprezintă numărul de ordine al documentelor de referinţă din
anexa 1.
*) Anexa este reprodusă în facsimil.
1 GENERALITĂŢI
1.1. Obiect
Prezenta normă tehnică feroviară stabileşte regulile şi
condiţiile în care se pot elimina, prin sudură, joantele unui aparat de cale,
existent în cale, sau a unui aparat de cale care urmează a fi introdus în cale
după sudarea joantelor.
Norma tehnică feroviară stabileşte condiţiile tehnice
pentru eliminarea joantelor, prin: procedeul aluminotermic (AT) sau procedeul
electric al topirii intermediare şi presiunii în capete (EP), al aparatelor de
cale încorporate în calea fără joante şi al aparatelor de cale la care se
elimină, prin sudură, numai joantele interioare.
Alte procedee de sudură, neprevăzute în prezentul
normativ, se pot aplica numai după însuşirea lor de către beneficiar şi
omologarea/agrementarea tehnică feroviară, conform reglementărilor în vigoare.
1.2. Domeniu de aplicare
Prevederile prezentei norme tehnice feroviare se aplică
la:
(a) aparate de cale de orice tip [3], [13];
(b) aparate de cale, cu raza de curbură a liniei
deviate R > 190 m şi tangenta tg < 1:9, cu ace flexibile;
(c) aparate de cale care se încorporează, prin
sudură, în corpul căii fără joante;
(d) aparate de cale la care se elimină, prin
sudură, numai joantele interioare;
(e) aparate de cale aflate în staţii, în triaje
sau în linie curentă, indiferent de poziţia lor relativă în lungul liniei;
(f) aparate de cale indiferent de traverse (lemn,
beton sau de metal) şi sisteme de prindere (prindere directă sau indirectă) a
reperelor de rulare pe traverse.
Prevederile prezentei norme
tehnice feroviare se aplică de către:
(a) Compania Naţională de Căi Ferate „C.F.R."
S.A. la programarea lucrărilor de reparare a liniilor de cale ferată şi la
lucrările de întreţinere;
(b) proiectanţi autorizaţi ca furnizori feroviari,
la elaborarea documentaţiilor pentru lucrările de reparare a liniilor la calea
ferată;
(c) firme specializate, autorizate ca furnizori
feroviari, care au acordul de principiu al Companiei Naţionale de Căi Ferate
„C.F.R." S.A. pentru execuţia de lucrări de sudare şine/aparate de cale,
la contractarea/realizarea sudării aparatelor de cale.
1.3. Clasa de risc
Clasa de risc a serviciilor ce au legătură cu procesul
de sudare a aparatelor de cale: Al [18]
1.4. Noţiuni şi definiţii
1.4.1. Reperele de rulare din alcătuirea
aparatelor de cale
Reperele de rulare ale aparatelor de cale sunt acele
elemente componente care, după darea în exploatare a aparatului respectiv, au
contact - pe toată lungimea lor sau numai pe o porţiune din lungimea lor - cu
suprafeţele de rulare ale bandajelor roţilor materialului rulant.
Pentru un panou de cale, reperele de rulare sunt
reprezentate de cele două şine ale panoului respectiv.
1.4.2. Sudarea aparatelor de cale
Ansamblul operaţiilor prin care reperele de rulare ale
unui aparat de cale se leagă între ele prin sudură (procedeul aluminotermic sau
procedeul electric a topirii intermediare şi presiunii în capete) constituie
lucrarea de sudare a aparatelor de cale.
Sudurile prin procedeul aluminotermic
şi sudurile prin procedeul electric a topirii intermediare şi presiunii în
capete se efectuează conform tehnologiilor specifice acestor lucrări.
1.4.2.1. Aparat de cale sudat
Aparatul de cale sudat este acel aparat la care
legăturile dintre reperele de rulare componente sunt realizate prin suduri
(procedeu aluminotermic sau procedeu electric a topirii intermediare şi
presiunii în capete).
Aparat de cale sudat = aparat de cale la care joantele
interioare sunt eliminate prin sudură.
Aparat de cale încorporat în
calea fară joante = aparat de cale la care sunt eliminate prin sudură joantele
interioare şi cele extreme.
1.4.2.2. Joantă interioară a aparatului de cale
Joanta interioară a aparatului de cale leagă între ele
două repere de rulare succesive din alcătuirea aparatului de cale respectiv.
1.4.2.3. Joantă extremă a aparatului de cale
Joanta extremă a aparatului de cale leagă un reper de
rulare situat la una dintre extremităţile aparatului de cale cu un reper de
rulare care nu aparţine aparatului de cale respectiv (panou intrare-ieşire,
panou tampon, etc).
1.4.2.4. Contracţia la răcirea sudurii
Contracţia la sudare este scurtarea a două repere ale
aparatului de cale, care se sudează prin procedeul aluminotermic (AT) sau prin
procedeul electric a topirii intermediare şi presiunii în capete (EP), datorită
scăderii de temperatură a reperelor până la temperatura mediului ambiant.
1.4.3. Parametrii sudurii prin procedeul
aluminotermic
Parametrii sudurii aluminotermice sunt:
(a) mărimea rostului dintre
capetele reperelor de rulare, (în mm);
(b) temperatura de încălzire (în °C) a capetelor
reperelor de rulare (înainte de scurgerea în rost a oţelului pregătit în
creuzet);
(c) timpul de reacţie şi timpul de solidificare (în
minute) al oţelului ajuns în rostul dintre capetele reperelor de rulare;
(d) mărimea contracţiei.
La fiecare sortiment de termit trebuie să fie
stabiliţi, de către producător, parametrii aferenţi sudurii aluminotermice, în
funcţie de sortimentul de oţel, de tipul şină şi de mărimea rostului.
1.4.4. Parametrii sudurii efectuate prin procedeul
electric a topirii intermediare şi presiunii în capete.
Funcţie de sortimentul de oţel şi tipul de şină,
principalii parametri ai sudurii efectuate prin metoda electrică a topirii
intermediare şi presiunii în capete sunt:
(a) intensitatea curentului de sudură (în amperi)
sau densitatea de curent (în A/mm2 );
(b) forţa de refulare (în kN) sau presiunea de
refulare (în daN/mm2
);
(c) forţa de presare (în
kN) sau presiunea de refulare (în daN/mm2 ).
1.4.5. Detensionarea
Detensionarea aparatelor de cale sudate este operaţia
prin care reperele de rulare ale aparatelor de cale se eliberează parţial sau
total de eforturi.
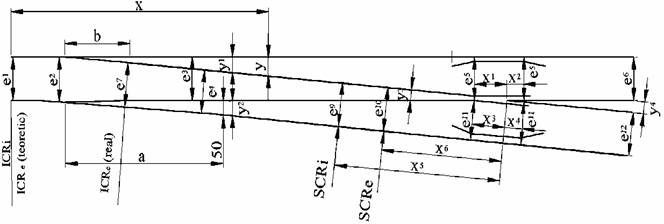
1.4.6. Punct neutral
Punctul neutral este punctul marcat pe contraac, la
temperatura de 20°C, în dreptul căruia trebuie să fie poziţionat vârful acului.
De regulă, punctul neutral este marcat de producătorul aparatului de cale.
2 CONDIŢII DE SUDARE A APARATELOR DE CALE
2.1. Condiţii impuse infrastructurii şi
suprastructurii căii
Pentru sudarea aparatelor de cale, trebuie să fie
îndeplinite următoarele condiţii:
(a) terasamentele trebuie să fie stabile, cu forma
şi dimensiunile prevăzute în reglementările în vigoare şi cu dispozitive de
colectare şi evacuare a apelor funcţionale [12], [14];
(b) prisma căii trebuie să respecte reglementările
în vigoare privind forma şi gradul de compactare. Cel puţin pe zona
macazurilor, lăţimea umărului prismei căii va fi de 60 cm, sau se vor lua alte
măsuri de mărire a rezistenţei laterale (sape, etc.) [16]. Piatra spartă din
prisma căii trebuie să aibă caracteristici fizico-mecanice şi geometrice
conform reglementărilor în vigoare [9], [14];
(c) traversele din
cuprinsul aparatului de cale trebuie să corespundă reglementărilor în vigoare
[1], [2], [9], [11];
(d) prinderile reperelor de rulare ale aparatului
de cale vor îndeplini condiţiile tehnice stabilite prin [6]. Sistemul de
prindere va fi, de regulă, de tipul celor acceptate pe liniile sudate din afara
aparatelor de cale şi va asigura rezistenţa reglementată la deplasarea şinei în
sens longitudinal şi transversal în raport cu traversa;
(e) geometria aparatului de cale trebuie să fie
conformă cu prevederile instrucţionale pentru situaţia de „material nou"
[3], [9];
(f) reperele de rulare ale aparatului de cale
trebuie să fie fără defecte interne şi de suprafaţă [8], [15], iar uzurile
totale să nu depăşească jumătate din valoarea uzurilor maxime admise [9];
(g) schimbătoarele cu rază minimă de 760 m trebuie să
fie prevăzute cu fixător glisant, fixătorul trebuie să fie protejat de o
traversă metalică cu secţiunea transversală în formă de „U" sau casetată;
(h) pe fiecare contraac, trebuie să fie marcat punctul neutral;
(i) în zona macazurilor, trebuie să fie montate
dispozitive speciale pentru limitarea deplasărilor relative dintre ace şi
contraace (conform documentaţiei tehnice);
(j) pentru aparatele de cale existente, se sudează
numai cele care mai pot fi menţinute în exploatare cel puţin 5 ani sau cele la
care reperele de rulare au o rezervă de capacitate de transport de 150 milioane
de tone brute [12]. De regulă, nu se sudează aparatele de cale care din
diferite cauze (uzuri, modernizări, desfiinţări de linii, etc.) rămân în cale
mai puţin de jumătate din tonajul planificat între două reparaţii;
(k) reperele de rulare a aparatelor de cale vor fi
măsurate şi verificate cu defectoscopul ultrasonic şi tiparul ORE, cele cu
defecte şi necorespunzătoare vor fi înlocuite;
(1) electromecanismul de macaz şi dispozitivul de
manevră şi înzăvorâre trebuie să funcţioneze normal (conform reglementărilor în
vigoare);
(m) trebuie asigurat reglajul corect al cursei de
înzăvorâre.
2.2. Condiţii de prelucrare şi poziţionare a
sudurilor
Sudurile vor fi marcate cu: luna şi ultimele două cifre
ale anului de execuţie a sudurii, marca sudorului, numărul sudurii (dacă există
un fişier de suduri).
Sudurile trebuie debavurate cel puţin pe suprafaţa de
rulare şi pe feţele laterale ale reperului de rulare sudat.
Sudurile vor fi polizate pe suprafaţa de rulare şi pe
feţele laterale ale reperului de rulare sudat.
Toleranţele la liniaritate (măsurată cu o riglă
metalică de 1 m, aşezată cu mijlocul în dreptul sudurii)
sunt:
(a) 0,3 mm/m pentru suprafaţa de rulare a
şinei;
(b) + 0 mm/m şi -0,3 mm/m pentru feţele laterale
ale ciupercii şinei.
In situaţii speciale, prevăzute prin proiect,
debavurarea şi polizarea sudurilor se efectuează pe tot conturul reperului de
rulare sudat; toleranţa la polizare este de ± 0,5 mm/m.
Sudurile trebuie poziţionate în spaţiul dintre
traverse, la o distanţă de cel puţin 10 cm de marginea plăcii suport apropiate;
în cazul sistemelor de prindere fără placă suport, distanţa de 10 cm este
măsurată în raport cu muchia superioară apropiată a feţei laterale a traversei.
Intre două suduri ale unui reper de rulare sudat,
distanţa minimă admisă este de 3 m.
2.3. Condiţii privind temperatura de lucru
2.3.1. Sudarea între ele a
reperelor de rulare ale unui aparat de cale pentru a se obţine repere de rulare
sudate atât pentru procedeul de sudare aluminotermic cât şi pentru procedeul
electric prin topire intermediară şi presiune în capete, se face
a) la temperaturi în şină cuprinse între +5°C şi +
30°C, pentru eliminarea joantelor interioare;
b) la temperaturi de lucru cuprinse între +17°C şi +
27°C pentru eliminarea joantelor exterioare la înglobarea aparatului de cale
sudat în calea fără joante.
Nu se efectuează suduri când sunt precipitaţii (ploaie,
ninsoare). Pentru terminarea lucrărilor sau în cazuri excepţionale, sudurile se
vor efectua luând măsuri de protejare împotriva precipitaţiilor.
In cazul în care vântul bate cu viteză mai mare de 10
m/s, răcirea rostului se va face în mod protejat.
2.3.2. In cazul în care aparatul de cale rămâne
încadrat de joante extreme, fixarea definitivă a reperelor de rulare sudate se
realizează în condiţiile de temperatură reglementate pentru calea fără joante
[10].
2.3.3. Eliminarea
joantelor interioare şi extreme a aparatelor de cale şi dintre acestea şi
liniile care încadrează zona aparatelor de cale sudate, pentru obţinerea
capetelor de staţie sudate, se efectuează potrivit fazelor de execuţie din
documentaţia întocmită în acest scop.
2.3.4. Inainte de execuţia sudării joantelor extreme
ale aparatelor de cale, ale căror joante interioare au fost sudate anterior în
afara ecartului de temperatură reglementat [10], inclusiv sudarea joantelor de
la panourile intrare - ieşire, se execută operaţia de detensionare atât a
reperelor de rulare a aparatelor de cale sudate cât şi a zonelor adiacente a
căii fără joante.
Se recomandă ca temperatura de fixare să fie în
intervalul de: (+22 °C) - (+27 °C).
Toleranţa la temperatura de fixare
este ± 3°C [16]
2.4. Condiţii de stabilitate a prismei căii
Eliminarea joantelor interioare ale unui aparat de cale
sau a tuturor joantelor pentru a obţine capete de staţie sudate se execută
numai dacă prisma căii este stabilizată [10], [12],
[16].
Prisma căii aferentă unui aparat de cale situat pe
linie directă se consideră stabilizată atunci când, după efectuarea ultimului
buraj destinat realizării poziţiei definitive în plan şi la nivel a aparatului
de cale respectiv, pe direcţia principală s-a scurs un tonaj de cel puţin
300.000 tone brute sau s-a efectuat stabilizarea dinamică.
După burare, poziţia aparatului de cale şi a
instalaţiilor căii vor fi verificate din nou. Toate componentele de rulare şi
instalaţiile vor fi examinate privind eventualele avarii cauzate de burare, iar
în cazul că acestea există, vor fi remediate. Zonele care nu pot fi burate
mecanizat, se vor bura manual.
2.5. Condiţii de evidenţă
Pentru fiecare aparat de cale sudat se întocmeşte „Fişa
aparatului de cale sudat", care conţine date referitoare la lucrările de
eliminare a joantelor şi date aferente intervenţiilor ulterioare (care intervin
după terminarea lucrărilor prevăzute în documentaţia de sudare a aparatului de
cale sau a capătului de staţie) şi anume:
(a) date generale:
regionala, secţia, staţia, districtul, numărul şi tipul aparatului de cale,
data introducerii în cale;
(b) schiţa aparatului de cale cu elementele
care definesc lucrările efectuate (felul sudurii efectuate, ordinea de
eliminare a joantelor, temperaturile de fixare ale reperelor de rulare sudate
şi mărimile rosturilor de la extremităţile reperelor de rulare sudate, lungimea
zonelor de respiraţie, temperatura de fixare a aparatului de cale sudat, etc);
(c) la fiecare
intervenţie ulterioară, schiţa aparatului de cale se completează cu elementele
care definesc lucrările efectuate în cadrul intervenţiei respective;
(d) tablou cu valorile ecartamentului înainte
de sudare, după sudare şi în diferite etape ulterioare.
2.6. Condiţii privind siguranţa circulaţiei
La executarea lucrărilor de sudare, verificare şi
întreţinere a aparatelor de cale se vor respecta reglementările în vigoare
privind siguranţa circulaţiei.
2.7. Condiţii de mediu
La proiectarea lucrărilor de
sudare a aparatelor de cale şi la realizarea sudurilor se va ţine seama de
condiţiile mediului ambiant:
(a) pe uscat, în zone macroclimatice cu climat
temperat (N) [4];
(b) în aer liber, neprotejat la acţiunea factorilor climatici, respectiv în categoria de exploatare 1 [5].
La executarea lucrărilor de sudare a aparatelor de cale
se va ţine seama de prevederile legale privind protecţia mediului.
3 SUDAREA APARATELOR DE CALE
Pentru sudarea aparatelor de cale se vor utiliza numai
tehnologii de sudare aprobate.
Aprobarea tehnologiei se face prin:
(a) calificarea procedeelor de sudare;
(b) calificarea sudorilor sau operatorilor
sudori;
(c) validarea echipamentelor şi utilajelor de sudare;
(d) calificarea personalului pentru controlul
nedistructiv al sudurilor.
Realizarea aparatelor de cale sudate şi încorporarea
lor în calea fără joante utilizând procedeul aluminotermic sau procedeul
electric a topirii intermediare şi presiunii în capete, se referă la eliminarea
joantelor la aparatele de cale montate pe amplasamentul lor definitiv.
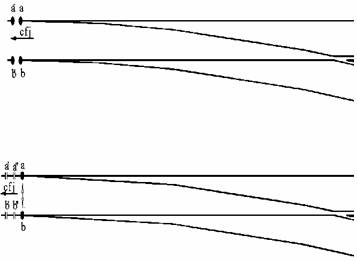
In cale, aparatele de cale pot fi:
(a) cu joante obişnuite, reperele de rulare
au la fiecare capăt 2 găuri de eclisare;
(b) cu joante
provizorii, reperele de rulare au la fiecare capăt o gaură de eclisare, la
distanţa celei de a doua găuri de eclisare reglementate pentru reper de rulare
cu 2 găuri de eclisare.

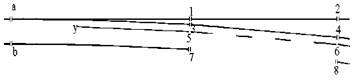
Figura 1
3.1. Repere de rulare
Reperele de rulare pentru
schimbătorul de cale simplu şi numerotarea joantelor este prezentată în Figura
1.
a - 1 contraac drept
b - 7 contraac curb
x - 3 ac curb
y - 5 ac drept
1 - 2 şină de
legătură în continuarea contraacului drept
3 - 4 şină de
legătură în continuarea acului curb
5 - 6 şină de
legătură în continuarea acului drept
7 - 8 şină de
legătură în continuarea contaacului curb
2 - c şină de rulare situată pe linia
directă
8 - d şină de rulare situată pe linia în
abatere
4 - e şină aripă inimă situată pe linia
directă
6 - f şină aripă
inimă situată pe linia în abatere
o - g şină coadă inimă situată pe linia
directă
o - h şină coadă
inimă situată pe linia în abatere
Joantele dintre contraace şi şinele de legătură, dintre
ace şi şinele de legătură, dintre şinele de legătură şi şinele de rulare precum
şi joantele dintre şinele de legătură şi aripi sunt denumite joante interioare
şi notate 1.. ..8, iar a, b, c şi d sunt denumite joante extreme. Firele de
şină din cuprinsul schimbătorului de cale simplu care se intersectează între
ele sunt denumite fire interioare, iar firele de şină care nu se intersectează
sunt denumite fire exterioare.
Capetele reperelor de rulare se prelucrează înainte de
sudare prin tăierea după prima sau după cea de a doua gaură de eclisare. De
regulă, şinele de legătură existente se înlocuiesc.
3.2. Sudarea aparatelor de cale
Se pot suda aparate de cale la
care elementele geometrice sunt corespunzătoare folosirii lor ca aparate de
cale ne sudate [3].
Aparatele de cale ale căror joante pot fi eliminate
sunt:
(a) schimbător de cale simplu;
(b) traversarea simplă;
(c) traversarea
joncţiune simplă;
(d) traversarea joncţiune dublă;
(e) bretea (simplă sau combinată).
Sudarea aparatelor de cale cu înglobarea acestora în
calea fără joante se realizează pe bază de proiect pentru lucrările de reparare
a căii.
Sudarea joantelor interioare se poate executa în cadrul
lucrărilor de întreţinere a căii.
Succesiunea operaţiilor privind eliminarea joantelor
interioare va fi astfel aleasă încât forţele axiale din firele de şină ale
aparatului de cale, forţele datorate variaţiilor de temperatură care vor apare
până la sudarea joantelor extreme şi înglobarea în calea fără joante, să nu
favorizeze producerea de deripări.
Inainte de executarea sudurilor sau înglobarea
ansamblului de aparate de cale sudate în calea fără joante, se va realiza, dacă
este necesar, detensionarea reperelor de rulare a aparatelor de cale şi a
zonelor adiacente din calea fără joante.
Dacă între două aparate de cale sudate există unul sau
mai multe panouri tampon, atunci se execută în primul rând sudurile care leagă
panourile tampon, apoi sudarea şinei lungi cu cele două aparate de cale sudate.
Ultimele suduri care se execută sunt cele care leagă
acele aparatelor de cale cu şinele de legătură aferente, aparatele de cale
având reperele de rulare sudate între ele şi înglobate în calea fără joante.
Sudarea acelor cu şinele de legătură se face după reglarea vârfului acelor faţă
de punctul neutral, funcţie de temperatura de lucru.
Ordinea de sudare a joantelor respectă principiul
simetriei, temperaturile de lucru şi de fixare definitivă în cale sunt
prezentate în anexele informative.
4 ÎNTREŢINEREA APARATELOR DE CALE SUDATE
Intreţinerea aparatelor de cale se realizează conform
instrucţiunilor privind montarea, exploatarea şi întreţinerea aparatelor de
cale [17] elaborate de producătorul de aparate de cale şi cu respectarea
reglementărilor în vigoare [7], [10], [11], [13].
In cazul reparaţiei provizorii sau definitive a
reperelor de rulare din cuprinsul aparatelor de cale, se va urmări păstrarea poziţiei
iniţiale a vârfului inimii precum şi poziţia acelor faţă de contraace.
ANEXA 1
DOCUMENTE DE REFERINŢĂ
Aplicarea standardelor cuprinse în această listă
reprezintă o modalitate recomandată pentru asigurarea conformităţii cu
cerinţele din prezenta normă tehnică feroviară.
|
Nr. crt.
|
Documentul
|
Denumirea completă
|
|
[1]
|
SR EN 13145
|
Aplicaţii feroviare. Traverse şi suporturi de lemn.
|
|
[2]
|
SR EN 13230
|
Aplicaţii feroviare Cale - Traverse şi suporturi de beton:
Partea 1- Condiţii generale;
Partea 2- Traverse de beton precomprimat;
Partea 4 Suporturi pentru aparate de cale.
|
|
[3]
|
|
Catalog de aparate de cale - APCAROM Buzău 1983.
|
|
[4]
|
STAS 6535
|
Protecţia climatică. împărţirea climatică a pământului în scopuri
tehnice
|
|
[5]
|
STAS 6692
|
Protecţia climatică. Tipuri de protecţie climatică.
|
|
[6]
|
SR EN 13481
|
Aplicaţii feroviare - Cale - Condiţii de performanţă pentru
sisteme de prindere:
Partea 1 - Definiţii;
Partea 7 - Sisteme de prindere speciale pentru aparate de cale şi
contraşine.
|
|
[7]
|
nr.002/2001
|
Regulament de exploatare tehnică
feroviară.
|
|
[8]
|
Instrucţia 306
|
Determinarea defectelor şinelor şi verificarea şinelor în cale.
|
|
[9]
|
Instrucţia 314
|
Instrucţia de norme şi toleranţe pentru construcţia, reparaţia şi
întreţinerea căii. Linii cu ecartament normal.
|
|
[10]
|
Instrucţia 341
|
Instrucţia pentru alcătuirea, întreţinerea şi supravegherea căii
fără joante.
|
|
[11]
|
CD-27-04
|
Normativ privind utilizarea traverselor din beton precomprimat la
linii de cale ferată.
|
|
[12]
|
NE 032 - 04
|
Normativ pentru întreţinerea şi reparaţia liniilor de cale ferată
pentru circulaţia trenurilor cu viteze până la 200Km/h.
|
|
[13]
|
MP 038-04
|
Metodologie privind proiectare a aparatelor de cale.
|
|
[14]
|
NP 109 - 04
|
Normativ privind proiectarea liniilor şi staţiilor de cale ferată
pentru viteze până la 200 km/h
|
|
[15]
|
Fişa UIC 712
|
Defectele şinelor
|
|
[16]
|
Fişa UIC 720
|
Pozarea şi întreţinerea căii cu şine lungi sudate.
|
|
[17]
|
VAE-APCAROM
|
Instrucţiuni privind montarea, exploatarea şi întreţinerea
aparatelor de cale.
|
NOTĂ:
Pentru referinţele nedatate se aplică ultima ediţie a
publicaţiei la care se face referire (inclusiv modificările).
ANEXA 2
(INFORMATIVĂ)
2.1. FIŞA DE MĂSURARE
(exemplu)
pentru aparatul de cale cu joante sudate Nr..........Tip
......................................... ..........................
Linia.............sudat în zilele....................la temperatura de fixare Tf
= .................................................................
|
Denumire
element
|
Instrument de măsurare
|
Valoare
nominală
|
Valori
măsurate
înainte sudură
|
Valori
măsurate la data
|
Periodicitate
măsurări
|
|
|
|
|
|
|
|
|
|
Starea traverselor
|
|
|
|
|
|
|
|
|
|
|
Trimestrial
|
|
Starea pietrei sparte
|
|
|
|
|
|
|
|
|
|
|
Trimestrial
|
|
Temperatura în şină
|
|
|
|
|
|
|
|
|
|
|
|
Starea terasamentului
|
|
|
|
|
|
|
|
|
|
|
|
DISTANTA DE LA PRIMA JOANTA LA VÂRFUL
ACELOR ÎNAINTE DE SUDURA
|
|
Acul Drept
|
|
|
|
|
|
|
|
|
|
|
Inainte de sudare
|
|
Acul Curb
|
|
|
|
|
|
|
|
|
|
|
|
DISTANTA DE LA PRIMA JOANTA LA VÂRFUL
ACELOR ÎNAINTE DE SUDURA
|
|
Acul Drept
|
|
|
|
|
|
|
|
|
|
|
Inainte de sudare
|
|
Acul curb
|
|
|
|
|
|
|
|
|
|
|
|
ECARTAMENT/NIVEL
|
|
Prima joantă
|
|
|
|
|
|
|
|
|
|
|
Săptămânal în
prima lună după
sudură şi lunar în următoarele 3 luni după
care
trimestrial
|
|
Vârful acelor
|
|
|
|
|
|
|
|
|
|
|
|
Călcâiul acelor pe directă
|
|
|
|
|
|
|
|
|
|
|
|
Călcâiul acelor pe abătută
|
|
|
|
|
|
|
|
|
|
|
|
Mijlocul curbei
|
|
|
|
|
|
|
|
|
|
|
|
Vârful unde lătimea=40 mm dir.
|
|
|
|
|
|
|
|
|
|
|
|
Vârful unde lăţimea=40 mm pe abătută
|
|
|
|
|
|
|
|
|
|
|
|
JGHEABURI
|
|
Lărgime între şină/cşină, inimă
|
|
|
|
|
|
|
|
|
|
|
Lunar
|
|
Adâncime la inimă
|
|
|
|
|
|
|
|
|
|
|
|
Adâncime între şină/cşină
|
|
|
|
|
|
|
|
|
|
|
|
UZURI
|
|
Verticale ace-zonă nerabotată
|
|
|
|
|
|
|
|
|
|
|
Lunar în primele
trei luni după care trimestrial
|
|
Verticale contraace
|
|
|
|
|
|
|
|
|
|
|
|
Verticale şine legătură
|
|
|
|
|
|
|
|
|
|
|
|
Verticale inimă unde L=40 mm
|
|
|
|
|
|
|
|
|
|
|
|
Clemă zăvor
|
|
|
|
|
|
|
|
|
|
|
Trimestrial
|
|
Casetă zăvor
|
|
|
|
|
|
|
|
|
|
|
|
Bară acţionare
|
|
|
|
|
|
|
|
|
|
|
|
Contraac drept/curb
|
|
|
|
|
|
|
|
|
|
|
|
Ace drept/curb
|
|
|
|
|
|
|
|
|
|
|
|
DEPLASAREA ACELOR FAŢA DE CONTRAACE
(prin măsurare faţa de semnele trasate înainte de sudare)
|
|
Acul drept
|
|
|
|
|
|
|
|
|
|
|
Trimestrial Trimestrial
|
|
Acul curb
|
|
|
|
|
|
|
|
|
|
|
|
CURSELE
|
|
Acului drept - fixător vârf/mijloc
|
|
|
|
|
|
|
|
|
|
|
Trimestrial
|
|
Acului curb - fixător vârf/mijloc
|
|
|
|
|
|
|
|
|
|
|
|
Bară acţionare - vârf/mijloc
|
|
|
|
|
|
|
|
|
|
|
|
De înzăvorâre - la ac drept
|
|
|
|
|
|
|
|
|
|
|
|
De înzăvorâre - la ac stâng
|
|
|
|
|
|
|
|
|
|
|
|
De înzăvorâre - la mijloc ac drept
|
|
|
|
|
|
|
|
|
|
|
|
De înzăvorâre - la mijloc ac stâng
|
|
|
|
|
|
|
|
|
|
|
|
CONTROLUL ULTRASONIC
|
|
Ace
|
|
|
|
|
|
|
|
|
|
|
Trimestrial
|
|
Contraace
|
|
|
|
|
|
|
|
|
|
|
|
Şine de legătură
|
|
|
|
|
|
|
|
|
|
|
|
Inimă de încrucişare
|
|
|
|
|
|
|
|
|
|
|
|
Suduri
|
|
|
|
|
|
|
|
|
|
|
|
FORTE DE MANEVRARE
|
|
Forţe de manevrare (Fm)
|
|
|
|
|
|
|
|
|
|
|
Bianual
|
|
Forţe remanente (Fr)
|
|
|
|
|
|
|
|
|
|
|
Bianual
|
2.2 FIŞA SCHIMBĂTORULUI DE CALE SIMPLU SUDAT
S 60 - 300 -1:9 Dr. Af (49) -1435
(exemplu)
Regionala:
Secţia:
Districtul:
Staţia:
Schimbător Nr:
Viteza pe directă:
Viteza pe abătută:
Data introducerii în cale:
Tonaj de stabilizare până la sudare:
Data sudării joantelor interioare :
Data sudării joantelor de la călcâi:
Data sudării joantelor de la vârf:
POZIŢIA JOANTELOR

ANEXA 3
(INFORMATIVĂ)
3.1 SUDAREA
ALUMINOTERMICĂ A JOANTELOR SCHIMBĂTOARELOR DE CALE SIMPLE MONTATE ÎN CALE
repere de rulare cu două găuri de eclisare la fiecare
capăt
(exemplu de lucru)
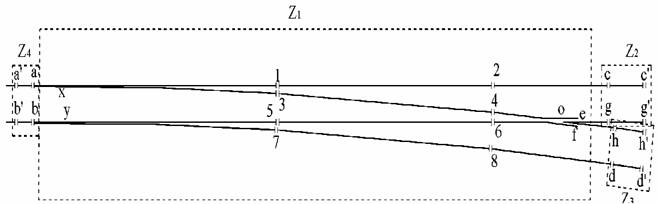
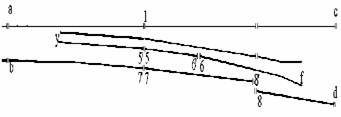
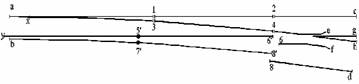
Figura1. Schema schimbătorului
la care joantele interioare sunt eclisate cu 4 buloane
NOTA:
(a) x-3; y-5 = ace
(b) 1-2; 3-4; 5-6; 7-8 = şine de legătură
(c) 2-c; 8-d = şine de rulare
(d) 4-e; 6-f = aripi inimă
(e) Z1; Z2; Z3; Z4
= zone de lucru
(f) 1; 2; 3; 4; 5; 6; 7; 8 = joante interioare eclisate
cu 4 buloane
(g) a; b; c; d; g; h = joante extreme eclisate cu 4
buloane
(h) a'-a; b'-b; c'-c; g'-g; h'-h; d'-d = panouri
intrare-ieşire
(i) a-1; b-7 = contraace
A. CONDIŢII GENERALE
(a) Capetele cu găuri se îndepărtează prin tăiere cu
pânză, cu discul abraziv sau oxigaz, imediat după cea de a doua gaură de eclisare.
Se admite îndepărtarea capetelor după prima gaură de
eclisare, cu condiţia ca cea de a doua gaură:
(1) să fie controlată vizual şi ultrasonic (să nu aibă
micro fisuri pe margini);
(2) să nu fie ovalizată, iar distanţa de la axul ei
până la capătul tăiat să nu fie mai mică de 100 mm.
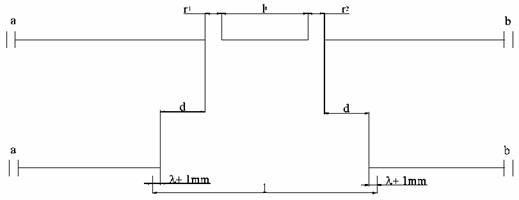
Pentru compensarea capetelor tăiate, şinele de legătură
cu găuri se înlocuiesc cu altele fără găuri, cu lungimea „L" calculată
după formula:
L = l0 + r1 + r2 + 2 (d + λ + 2 mm) [mm]
unde:
l = lungimea şinei
de legătură noi, în mm
l0 =
lungimea şinei de legătură vechi, în mm
r1 şi r2 =
rosturile înainte de tăiere, în mm
d = porţiunea
de şină care se taie, în mm
λ = rostul de turnare aluminotermică, în mm
2 mm = lungimea de
contracţie pentru o sudură
(b) Nu se sudează schimbătoare cu uzura reperelor mai
mare de jumătate din uzura maximă admisă, cu defecte de categoria I şi II interne sau de suprafaţă;
(c) Sudarea aluminotermică se execută la
temperaturile următoare:
(1) mai mari de +50C,
pentru toate joantele cu excepţia joantelor de la călcâiul acului şi a
joantelor extreme, când schimbătorul se sudează cu calea fără joante;
(2) între +17°C şi +27°C, pentru joantele 3 şi 5 şi
joantele de capăt (extreme), a', b', c', d', g', h', când aparatul se
încorporează în calea fără joante;
(d) Inainte de înglobarea schimbătorului sudat în
calea fără joante, reperele se detensionează la "tfd",
prin slăbirea prinderilor şi vibrarea reperelor cu
ciocane de lemn sau cu alte mijloace;
(e) La sudura aluminotermică nu se folosesc decât
materiale (termit, forme de turnare) indicate pentru sortul de oţel, tipul de
şină şi rostul de turnare stabilit. Tehnologia sudurii propriu-zise (pregătirea
rostului, curăţarea capetelor de şină, timpul de preîncălzire, debavurare,
ş.a.) este cea indicată de producătorul de termit;
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
B. SUDAREA JOANTELOR INTERIOARE DIN ZONA Z1 (ANEXA 3.1,
Figura 1)
|
|
a. Inainte de închiderea liniei
|
|
1
|
Pregătirea schimbătorului pentru sudare conform punctului A,inclusiv pregătirea şinelor
înlocuitoare.
|
|
Inainte de închiderea liniei pentru sudare"
înseamnă oricând, astfel ca la sudare situaţia să fie instructională.
|
|
2
|
Se întocmeşte schiţa schimbătorului conform exemplelor din ANEXA
2.
|
|
|
|
3
|
Se identifică şi se marchează punctul neutral, conform reglementărilor producătorului.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
|
Acolo unde nu există materializat pe contraac,
se vor solicita producătorului informaţii asupra
poziţiei unde trebuie să se afle punctul neutral faţă de capătul cel mai
apropiat al contraacului.
|
|
|
|
4
|
Se închide linia pentru executarea sudurilor joantelor interioare.
|
|
Trebuie acordată închidere de linie suficientă (5÷6 ore) pentru ca joantele interioare să
fie sudate toate, cu excepţia joantelor de la ace, atunci când temperatura
este în afara limitelor „tfd" . Pentru aceasta este necesar să se lucreze concomitent cu
două formaţii de sudură şi cu suficienţi oameni de linie, pentru lucrările
auxiliare.
|
|
b. In timpul închiderilor de linie
|
|
1
|
Se dezeclisează şi se scot prinderile de la joantele 1-8 din zona
Z1
|
|
|
|
2
|
Se scot prinderile verticale pe o lungime de 2-3 metri într-o
parte şi alta a joantelor dezeclisate.
|
|
|
|
3
|
Se verifică poziţia vârfului acului faţă de punctul neutral
existent pe contraac.
|
Distanţa 8 de la vârful acului lipit de contraac şi până la
punctul neutral, trebuie să fie:
S = α lac (t1 - 200C) [cm]
unde:
α = coeficient de dilatare liniară = 1,15 x
10" ;
t1 = temperatura
şinei în timpul lucrului;
lac = lungimea
liberă (fără prinderi) a acului, în cm;
200C = temperatura la
care a fost trasat punctul neutral.
|
|
|
4
|
Se taie capetele reperelor
|
|
Dacă joantele 3 şi 5 nu se sudează din cauza temperaturii
diferite de
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
|
|
|
"tfd", atunci
capetele nu se taie şi reperele rămân eclisate, urmând să fie tăiate când se sudează.
|
|
5
|
Se înlocuiesc şinele de legătură cu altele mai lungi, calculate
conform punctului A.(a).
|
|
|
|
6
|
Se începe sudarea cu două formaţii care lucrează concomitent pe
joantele şi anume: 1 cu 8, apoi 2 cu 7, 3 cu 6 şi 4 cu 5.
|
|
Dacă formele de turnare nu încap între ac şi contraac, atunci
reperele se scot de pe plăci, se sudează şi apoi se repun pe plăci.
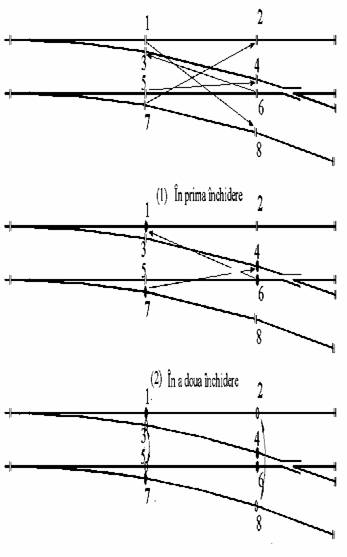
Dacă nu se pot suda toate joantele interioare într-o singură
închidere de linie, atunci acestea se vor suda astfel:
(1) în prima închidere - joantele 1 cu 6 şi 4 cu 7;
(2) în cea de a doua închidere se sudează
joantele 2 cu 8 şi 3 cu 5, conform schiţei alăturate.
Durata maximă dintre cele două închideri va fi 48 ore.
|
|
7
|
Se execută debavurarea şi polizarea sudurilor la toleranţa de:
+ 0,3 mm/m la faţa de rulare
+ 0 şi -3 mm/m la faţa laterală.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
8
|
Se refac prinderile
|
|
|
|
9
|
Se măsoară geometria şi se trec datele în fişa schimbătorului
|
|
|
|
10
|
Se redeschide circulaţia cu viteza normală.
|
|
|
|
C. SUDAREA JOANTELOR DIN ZONA Z2 ŞI Z3 (ANEXA 3.1,
Figura 1).
|
|
|
1
|
închidere de linie pentru sudarea joantelor din zonele
respective, după ce s-au adus la faţa locului cupoanele c-c', g-g', h-h' şi
d-d' calculate conform punctului A.(a).
|
|
Joantele 1-8 au fost sudate anterior.
|
|
2
|
Se taie capetele reperelor de la joantele
c,c', g, g', h, h', d şi d'
|
|
Dacă după zonele Z2 şi Z3 există cale fără joante, atunci înainte de sudare, se execută
detensionarea capetelor căii fără joante la „ tfd"
|
|
3
|
Se introduc, în locul vechilor panouri
intrare-ieşire, noile panouri.
Dacă pe linia abătută este cale fără joante, se sudează cu două formaţii de sudură concomitent, c cu g', apoi
c' cu g, h cu d' şi h cu d.
|
|
|
|
4
|
Se face debavurarea şi polizarea sudurilor la toleranţa de:
+ 0,3 mm/m la faţa de rulare
+ 0 şi -3 mm/m la faţa laterală.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
D. SUDAREA JOANTELOR DIN ZONA Z4 (ANEXA 3.1, Figura 1)
|
|
1
|
Aducerea la faţa locului a panourilor
intrare-ieşire a-a' şi b-b' calculate conform punctului A.(a) şi care le vor
înlocui pe cele din cale.
Dacă lângă zona Z4 există cale fără joante, toată lucrarea trebuie făcută numai
la "tfd" şi după ce s-a detensionat atât calea fără joante cât şi
schimbătorul.
In această situaţie, noile panouri intrare-ieşire nu vor avea
găuri de eclisare la capătul care se sudează. Dacă lângă Z4 este cale cu
joante, lucrarea se face la temperaturi mai mari de 5°C, sudurile
fâcându-se numai în punctele a şi b.
|
|
Sudarea se execută după detensionare la tfd = +17°C - +27°C
Sudarea se execută la t > 5°, cu rosturile în a', a",
b' şi b", [12].
|
|
2
|
După sudare, debavurare şi polizare se măsoară geometria, se trec
datele în fişa schimbătorului şi se deschide circulaţia cu viteza
reglementată.
|
|
|
3.2 SUDAREA ALUMINOTERMICĂ A JOANTELOR
SCHIMBĂTOARELOR DE CALE SIMPLE MONTATE ÎN CALE
repere de rulare cu o singură gaură de eclisare la
fiecare capăt
(exemplu de lucru)
A. CONDIŢII GENERALE
(1) Schiţa schimbătorului este conform ANEXA 3.1,
Figura 1;
(2) Schimbătorul de cale se comandă la producător cu
menţiunea "pentru sudare", cu o singură gaură la capătul de eclisare
(cea de-a doua gaură);
(3) Schimbătorul se introduce în cale şi se eclisează
cu câte 2 buloane; terasamentul şi prisma căii în limitele toleranţelor
reglementate;
(4) Calea se burează şi se ripează realizându-se
geometria instrucţională. Sudarea joantelor se face după trecerea tonajului de
stabilizare sau după stabilizarea dinamică a prismei căii [10];
(5) Condiţiile impuse stării reperelor, temperaturii
de sudare, înglobării schimbătorului în calea fără joante, materialelor şi
tehnologiei de sudare propriu zise, sunt aceleaşi ca cele prevăzute pentru
schimbătoarele cu două găuri la capetele fiecărui reper (ANEXA 3.1).
(6) Nu este necesară înlocuirea şinelor de legătură.
Toate reperele rămân pe locul lor (după ce s-a verificat şi reglat distanţa dintre
punctul neutral şi vârful acului). In rostul joantelor 1-8, a, b, c, d, g, h,
se taie dintr-un reper, o lungime 1 = d + 2mm, unde d este rostul de turnare şi
2 mm este contracţia la răcirea sudurii.
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
B. SUDAREA JOANTELOR INTERIOARE IN ZONA Z1 (ANEXA 3.1,
Figura 1)
|
|
a. Inainte de închiderea liniei
|
|
|
Conform punctului B.a. - ANEXA 3.1
|
|
|
|
b. In timpul închiderii liniei
|
|
1
2
3
|
Conform nr crt. 1,2 şi 3 de la punctul B.b din ANEXA 3.1
|
|
|
|
4
|
Formarea rostului de sudare se face tăind din capetele reperelor
1-2, 3-4, 5-6, 7-8, o lungime d +2mm.
Pentru reperele: a-a, b-b, c-c, g-g, h-h şi d-d, se taie
pentru a forma rostul de sudare în joantele a, b, c, d, g, h.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
5
|
Sudarea se execută conform punctului B.b ANEXA 3.1
|
|
|
|
6
|
Refacerea prinderilor, măsurări şi
redeschiderea circulaţiei - conform nr.crt. 7, 8, 9 şi 10 de la punctul B.b
ANEXA 3.1
|
|
|
|
C. SUDAREA JOANTELOR IN ZONELE Z2 ŞI Z3 (ANEXA 3.1, Figura 1)
|
|
1
|
Se procedează conform ANEXEI 3.1 punctelor C1 - C4, fără
înlocuirea şinelor de legătură.
|
|
|
|
D. SUDAREA JOANTELOR IN ZONA Z2 (Anexa 3.1, Figurai)
|
|
1
|
Se respectă toate prevederile de la punctul D din ANEXA
3.1, cu deosebirea că nu se înlocuieşte nici un reper, iar în joantele a şi
b se creează, prin tăiere la d +2mm.
|
|
|
3.3 SUDAREA
ALUMINOTERMICĂ A APARATELOR DE CALE, MONTATE ÎN CALE
(exemplu de lucru)
A. CONDIŢII GENERALE
La sudarea unui aparat de cale, lucrarea se împarte pe
schimbătoare, procedându-se în ordinea arătată în ANEXA
3.1.
Regulile privind pregătirea platformei şi a prismei
căii, condiţiile de calitate ale reperelor, condiţiile de geometrie ale
aparatului şi obligativitatea întocmirii fişei aparatului sudat, rămân aceleaşi
ca cele prevăzute pentru schimbătoarele simple de cale.
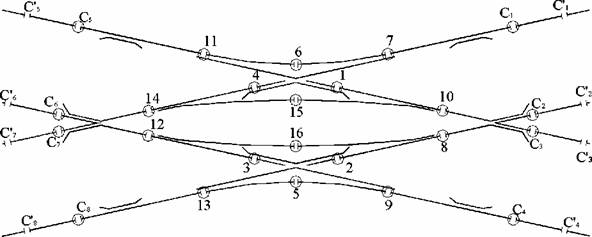
B. ORDINEA DE SUDARE A JOANTELOR
B.l. La traversarea cu joncţiune dublă:
Lucrarea de sudare se poate executa într-o singură
etapă, necesitând minimum 2 formaţii de sudură şi închidere de linie de durată
corespunzătoare sau în mai multe etape (mai multe
închideri de linie).
Mai multe închideri de linie
Această lucrare se execută cu respectarea următoarelor
reguli:
a. Sudurile 1÷14 se fac la
temperaturi cuprinse între +5°C şi +30 °C ;
b. Se pot efectua, într-o închidere de linie sudurile
în joantele 1, 2, 7, 8, 9, 10, iar în altă închidere
de linie sudurile în joantele 3, 4, 11, 12, 13, 14 ;
c. Joantele 15 şi 16 se sudează ultimele, după
reglajul vârfului acului faţă de punctul neutral şi la temperaturi cuprinse
între +17°C şi +27 °C.
O singură închidere de linie
Când aparatul de cale se sudează complet într-o singură
închidere de linie, ordinea de sudare a joantelor este următoarea:
Dacă se lucrează cu o formaţie de sudură se sudează
succesiv joantele 1 ÷ 16.
Când se lucrează cu două formaţii se sudează
concomitent joantele 1 cu 2, 3 cu 4, 5 cu 6, 7 cu 8, 9 cu 10, 11 cu 12, 13 cu
14.
Dacă se lucrează cu patru formaţii de sudură, se pot
suda simultan joantele: 1 cu 2 şi 3 cu 4, 7 cu 8 şi 13 cu 14, 9 cu 10 şi 11 cu
12, apoi 5 cu 6 şi în final, la temperaturi între +17°C şi +27 °C se efectuează
sudurile în joantele 15 şi 16.
Dacă într-o parte sau în ambele părţi există cale fără
joante, atunci, într-o altă închidere de linie decât cea pentru sudarea
joantelor interioare, la temperaturi cuprinse între +17°C şi +27 °C, se execută
sudurile C1 ÷ C8
Dacă într-o parte şi alta a aparatului de cale sudat
există cale cu joante, se sudează, la temperaturi mai mari de +5°C, câte un
panou C - C' în lungime minimă de 10 metri şi se eclisează normal cu calea cu joante.
B.2. La traversare simplă:
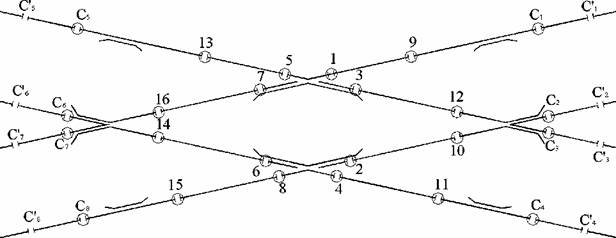
La traversarea simplă, joantele se pot suda într-o
singură închidere de linie sau în două închideri, cu două formaţii sau cu patru
formaţii.
Ordinea de sudare, într-o singură închidere de linie şi
cu o singură formaţie este conform schiţei, adică 1, 3, 2, 4, ..., 16. Sudurile
în C1 - C2 se execută în altă închidere de linie în aceleaşi condiţii ca la
traversarea dublă joncţiune.
Dacă lucrarea se execută în două închideri cu o singură
formaţie, într-o închidere se sudează joantele din dreapta 1, 2, 3, 4, 9, 10,
11, 12 şi în cea de a doua închidere se execută sudurile din stânga 5, 6, 7, 8,
....16. Sudurile se execută la temperaturi mai mari de 5°C.
Legarea aparatului de cale sudat cu calea tară joante
sau cu calea cu joante respectă condiţiile pentru traversarea dublă joncţiune.
3.4 SUDAREA PRIN PROCEDEUL ELECTRIC AL TOPIRII
INTERMEDIARE ŞI PRESIUNII IN CAPETE, A JOANTELOR SCHIMBĂTOARELOR DE CALE SIMPLE
MONTATE ÎN CALE
repere cu una sau două găuri de eclisare la capete
(exemplu de lucru)
A. CONDIŢII GENERALE
(1) Schiţa schimbătorului este conform ANEXA 3.1,
Figura 1;
(2) Condiţiile generale de lucru sunt conforme cu
ANEXA 3.1, cu următoarele excepţii:
(a) Lungimea şinelor de legătură şi lungimea
panourilor intrare-ieşire care le vor înlocui pe cele din cale, după tăierea
capetelor se va cu formula:
l = lo + r1 + r2 + 2 (d
+ λ + 1 mm)
unde:
l 0 = lungimea şinei
vechi;
r = rostul din cale
d = lungimea ce se taie din reperele a-1 şi b-2 (după
cea de a doua gaură de eclisare);
λ = scurtarea la sudură;
1 mm = contracţia la sudură. La
fel se calculează şi lungimile noilor panouri intrare-ieşire din zonele Z1, Z2, Z3 (ANEXA
3.1, Figura1).
(b) Se sudează mai întâi joantele de pe o direcţie şi
apoi de pe cealaltă direcţie.
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
B. SUDAREA JOANTELOR INTERIOARE DIN ZONA Z1
|
|
a. Inainte de închiderea liniei
|
|
1
2
3
|
Conform nr crt. 1, 2 şi 3 de la punctul B.b din ANEXA 3.1
|
|
|
|
4
|
Inchiderea şi semnalizarea instructională
|
|
|
|
b. In timpul închiderii liniei
|
|
1
|
Demontarea şi scoaterea din cale a şinelor de legătură 5-6 şi 7-8
(ANEXA 3.1, Figura 1,)
|
|
|
|
2
|
Demontarea şi riparea în interiorul căii a reperelor y-5 şi 6-f
|
şinele de legătură scoase
reperele y-5 şi 6-f, ripate în interiorul
căii
|
|
|
3
|
Montarea în cale a noilor repere 5'-6' şi 7'-8' calculate la
lungime, conform punctului A. 2 .
|
- înlocuirea şinelor de legătură şi pregătirea pentru sudarea
joantelor 5,6,7 şi 8.
|
|
|
4
|
Se aduce instalaţia de sudură la vârful schimbătorului
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
5
|
Se sudează reperele b-7 cu 7'-8' în 7' şi
y-5 cu 5'-6' în 5'
|
Sudarea reperelor vechi b-7 şi y-5 cu reperele noi 7'-8'
respectiv 5'-6' în 7' şi 5'.
|
|
|
6
|
Se desface din prinderi reperul 8-d şi
se împinge spre călcâiul schimbătorului pentru a permite
punerea pe plăci a reperului 7'-8'.
|
|
|
|
7
|
Se polizează sumar sudurile 7 şi 8 pentru a permite trecerea
peste ele a instalaţiei de sudură.
|
|
|
|
8
|
Se aşează pe plăci reperul 7'-8' pentru a putea fi sudat
cu 8-d.
|
|
|
|
9
|
Cu instalaţia de sudură aşezată pe reperele 3 - 4 şi b - 8', se
sudează reperul y-6' cu reperul 6-f (desfăcut de prinderi) şi apoi
se sudează reperul b-8' cu reperul 8-d. Apoi se ripează pe plăci reperele
lungi sudate y-f şi b-d, se refac prinderile şi se eclisează normal în b şi
d, dacă în acea închidere de linie nu se continuă sudarea joantelor
extreme.
|
Sudarea reperelor y-6' cu 6-f şi a reperelor b-8'cu 8-d şi 6-f în
6' şi 8'.

|
|
|
10
|
Se retrage instalaţia de sudare din zona Z1
|
|
|
|
11
|
Se aşează acele pentru circulaţia instalaţiei de sudură pe
directă, cu
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
|
maşina de sudat orientată de la zona Z1 spre zona Z3 (Anexa
3.1, figura
1).
|
|
|
|
12
|
Se demontează şi se scot din cale reperele vechi 1-2 şi 3-4.
|
|
|
|
13
|
Se demontează şi se ripează în interiorul căii reperele x-3
şi 4-e.
|
|
|
|
14
|
Se aşează pe plăci, în locul reperelor scoase 1-2
şi 3-4, reperele noi l'-2' şi 3'-4'.
|
Schimbarea reperelor vechi 1-2 şi 3-4 cu reperele noi l'-2', şi
3'-4'.
|
|
|
15
|
Cu instalaţia de sudură aşezată pe reperele a-1 şi y-5' se
sudează:
- obişnuit în 1 şi 3';
- prin tragere reperele l'-2' şi 3'-4'.
|
Schimbătorul de cale după sudarea joantelor l',3',5',6',7' şi 8'.
|
Inainte de sudare în 3'-5', se verifică distanţa dintre punctul
neutral şi vârful acului care trebuie să fie 5 = α lac(t1 - 20°), se
verifică din nou lungimea 3-4 astfel ca după sudură distanţa 8, pe ambele
fire să fie corespunzătoare.
|
|
16
|
Se desface de prinderi reperul 2-c
|
|
|
|
17
|
Se polizează sumar sudurile din 1' şi 3' pentru a
permite trecerea instalaţiei de sudură peste ele.
|
|
|
|
18
|
Se aşează pe plăci, pe toată lungimea, reperul l'-2'
sudat în 1.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
19
|
Cu instalaţia de sudură aşezată pe reperele a-2' şi y-6'
(aşezate pe plăci şi prinse în prinderi la fiecare a 5-a traversă) se
sudează reperele x-4' cu 4-e în 4' şi reperul a-2' cu 2-c în 2'.
Se ripează pe plăci reperul 2'-c şi 4'-e şi se refac prinderile pe toată lungimea a-c şi pe
toată lungimea x-e.
|
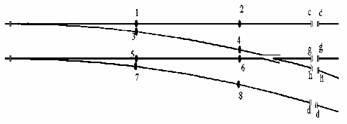
Sudarea tuturor joantelor interioare ale schimbătorului

|
|
|
20
|
Se polizează final la toleranţe prescrise, toate sudurile
executate
|
|
|
|
21
|
Se retrage instalaţia în afara schimbătorului.
|
|
|
|
22
|
Se refac eclisările (cu sau fără schimbarea şinelor
din capetele schimbătorului) în joantele a, b, c, d, g şi h, dacă nu
se continuă sudarea la joantele extreme.
|
|
|
|
23
|
Se strâng toate materialele, sculele şi utilajele din cale, se măsoară geometria căii şi se trec rezultatele
în fişa schimbătorului
|
|
|
|
24
|
Se ridică semnalizarea, se retrage instalaţia în staţie şi se redeschide circulaţia cu viteză normală.
|
|
Dacă conducătorul lucrării în grad de cel puţin şef de district,
constată defecţiuni care impun restricţii de viteză, se stabileşte o altă
viteză de circulaţie.
|
NOTA:
a) Sudarea joantelor interioare l'-8' trebuie să se facă într-o închidere de linie de 5-6 ore. Dacă nu este
posibil, joantele interioare se pot suda şi în două închideri de linie şi anume într-o închidere se sudează joantele
l',3',2' şi 4' şi în alta se sudează joantele 5',7', 6' şi 8'. Durata dintre
cele două închideri nu va depăşi 24 ore;
b) Se recomandă sensul de lucru dinspre zona Z4 spre zonele Z2 şi Z3 ;
c) Joantele de vârf nu se pot suda decât cu instalaţia
întoarsă în sensul de lucru dinspre zonele Z2 şi Z3
spre zona Z4 ;
d) Joanta c respectiv d se
poate suda prin procedeul "buclă" dacă după zona Z2 respectiv Z3 este cale fără joante;
e) Joantele g şi h nu se pot suda cu instalaţia mobilă
decât dacă, din construcţie, cozile inimii sunt suficient de lungi astfel încât
instalaţia să intre între cele
două cozi. Aceste joante se pot suda aluminotermic sau se pot eclisa cu joanta
întărită făcută pe loc (lipită sau nu cu răşină) cu eclise tip JIL, cu 6
buloane de înaltă rezistenţă strânse cu 90-100daN/m;
f) Chiar dacă reperele au numai câte o gaură de
eclisare, şinele de legătură tot trebuie schimbate. Avantajul este că nu se mai
taie nici un capăt de şină.
Ordinea de sudură rămâne aceeaşi;
g) Pentru sudarea joantelor interioare, temperaturile
de fixare vor fi mai mari de 5°C.
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
C. SUDAREA JOANTELOR c, d, g şi h DIN ZONELE Z2 ŞI Z3 (ANEXA 3.1, Figura 1)
|
Dacă la călcâiul schimbătorului este cale tară joante, lucrarea
se execută numai la temperaturi cuprinse între
+17°C şi +27°C.
|
|
1
|
Pregătire şi închidere de linie în vederea sudării.
|
|
|
|
2
|
Se aduce instalaţia mobilă pe schimbător, cu sensul de la zona Z4 spre zona Z2.
|
|
|
|
3
|
La calea tară joante:detensionare a reperelor schimbătorului şi a
zonei de respiraţie.
|
|
|
|
4
|
La calea cu joante: se taie capetele cu
găuri de la joantele c, g, h, d.
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
5
|
Se înlocuiesc panourile c-c', g-g', h-h', şi d-d', cu altele fără
găuri de lungime l = lo + 2d + 2λ + 2mm.
|
|
|
|
6
|
Se sudează obişnuit joantele c şi g se debavurează şi se
polizează sumar. Prin procedeul "buclă", se sudează capetele c' şi
g' cu calea fără joante, în cazul încorporării aparatului în calea fără joante. Se debavurează,
se polizează la toleranţele admise şi se leagă definitiv în
prinderi. Când aparatul nu se
înglobează în calea fără joante, sudura se face prin tragere la temperaturi
mai mari de 5°C.
|
Sudarea schimbătorului cu restul căii tară joante, pe linia
directă, în zona Z2
|
|
|
7
|
Se retrage instalaţia în zona Z1.
|
|
|
|
8
|
Se sudează obişnuit joantele h şi d, iar după debavurare
şi polizare sumară se sudează prin procedeul "buclă" (dacă pe
abătută este cale fără joante) joantele h' şi d'. Dacă pe linia abătută este
cale cu joante sau panouri tampon, sudura se face
prin tragere, la temperaturi mai mari de 5°C.
|
Sudarea schimbătorului cu restul căii tară joante, pe linia
abătută, în zona Z3.

|
|
|
NOTA:
In cazul când în zona Z3 este
cale cu joante, şinele care se introduc în spaţiile create după tăierea
capetelor cu găuri, în h şi d au lungimi admise pentru calea cu joante cu un spor necesar topirii la sudare.
|
|
9
|
Se retrage instalaţia în afara schimbătorului, se
definitivează
|
|
|
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
|
polizările, se refac prinderile şi se măsoară geometria
aparatului de cale, trecându-se rezultatele în fişele
schimbătorului.
|
|
|
|
10
|
Se deschide linia în mod instructional.
|
|
|
|
D. SUDAREA JOANTELOR DIN ZONA Z4
|
|
1
|
închiderea instructională a căii
|
|
|
|
2
|
Aducerea instalaţiei de sudat pe schimbător (sensul de lucru
de la zona Z2 spre
zona Z1).
|
|
|
|
3
|
Detensionarea zonei de respiraţie din zona Z4 a liniei curente.
|
|
|
|
4
|
Tăierea capetelor contraacelor în a şi în b, după cea de-a doua
gaură de eclisare sau după prima gaură (dacă nu există decât cea
de-a doua gaură).
|
|
|
|
5
|
Schimbarea panourilor intrare-ieşire (când acestea
există) cu altele de lungime calculată.
|
Pregătirea capătului din zona Z4 pentru sudură

|
Lucrarea se face în limitele +17°C + 27°C, când în linia curentă
este cale fără joante.
In cazul căii cu joante temperatura trebuie să fie mai mare de 50C.
|
|
6
|
Sudarea în mod obişnuit a joantelor a şi b şi apoi prin procedeul
"buclă" a capetelor a' cu a" şi b' cu b", în cazul
căii fără joante sau prin tragere, în cazul căii cu joante, pe linia
curentă.
|
Schimbător complet sudat

|
|
NTF
|
|
ORDINEA ŞI DENUMIREA OPERAŢIILOR
|
SCHIŢE ŞI CALCULE
|
OBSERVAŢII
|
|
7
|
Se retrage instalaţia în afara schimbătorului, se
definitivează polizările, se refac prinderile şi se măsoară geometria
aparatului de cale, trecându-se rezultatele în fişele schimbătorului.
|
|
|
|
8
|
Se deschide linia în mod instructional.
|
|
|
|
NOTA:
Joantele a şi b nu se pot suda cu instalaţia mobilă, decât dacă
aceasta a fost întoarsă cu maşina de sudat în sensul de lucru de la zona Z2 spre Z1 .
In cazuri speciale (nu se poate introduce instalaţia de sudare
sau sudarea joantelor a şi b trebuie făcută în aceeaşi închidere cu joantele din zona Z2 şi Z3) sudarea
acestor joante se poate face aluminotermic. In acest caz, în timp
ce se execută lucrările de la punctul B se execută şi sudarea aluminotermică
în a şi b conform
ANEXEI 3.1
|
ANEXA 4
(INFORMATIVĂ)
ORDINEA DE EXECUŢIE A SUDURILOR
APARATELOR DE CALE
(exemplu de lucru)
Eliminarea joantelor interioare ale schimbătoarelor de
cale simple utilizând suduri aluminotermice, se va face la temperaturi în şină
mai mari de +5°C, cu excepţia joantelor de la călcâiul acelor care se sudează
în limitele (+17°C) - (+27°C).
Sudarea joantelor interioare se poate face în două
moduri:
a. sudarea în afara căii: se execută în baze
specializate unde se asamblează schimbătoarele de cale noi. La eliminarea
joantelor se va ţine seama de contracţia la răcire a sudurii aluminotermice (8
= 2 mm), astfel încât geometria aparatului de cale cu joantele sudate la t =
+20°C în şină, să fie identică cu geometria aparatului de cale cu joantele
nesudate la aceeaşi temperatură;
b. sudarea în cale, în una sau
mai multe închideri de linie (de cca. 4-5 ore). Succesiunea operaţiilor privind
eliminarea joantelor interioare va fi astfel aleasă încât forţele axiale din
firele de şină ale aparatului de cale, forţe datorate variaţiilor de
temperatură care vor apare până la sudarea joantelor extreme şi înglobarea în
calea fără joante, să nu favorizeze producerea deripărilor.
Se recomandă ca sudarea joantelor interioare să se facă
într-o singură închidere de linie.
In situaţia când lucrarea se execută în două sau mai
multe închideri de linie, în timpul acordat închiderii trebuie să se execute
cel puţin:
-sudurile joantelor dintr-o
secţiune transversală;
-sudurile joantelor de pe
firele exterioare (interioare) de şină.
In cazul când sudarea joantelor interioare se execută în două închideri de linie durata dintre cele două închideri
de linie nu trebuie să fie mai mare de 24 ore.
Joantele rămase nesudate după prima închidere se
eclisează fără găurire, cu menghină, până la sudare, peste aceste joante se
circulă cu restricţia de viteză reglementată [10].
Relaţia prin care se stabileşte variaţia lungimii
acului este: 8 = αlac
(t1-200c)(l)
Pentru valoarea lui „8" pozitivă se deplasează
acul spre vârful macazului, iar pentru valoarea lui „S" negativă acul se
deplasează spre călcâiul macazului.
Inainte de sudare se deplasează acele faţă de contraace
spre vârful sau călcâiul aparatului de cale cu valoarea dată de relaţia (1), la
care se adaugă 2 mm reprezentând contracţia la răcire a sudurii aluminotermice.
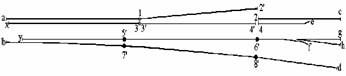
Ordinea de execuţie a
sudurilor:
Ordinea de execuţie a sudurilor va fi următoarea:
- 2, 6, 4 şi 8;
- 1 şi 7;
- c, h, g şi d;
- a şi b;
- 3 şi5.
La execuţia sudurilor 2, 6, 4 şi 8, prinderile de pe
şinele de rulare cu contraşine şi de pe inima simplă vor fi strânse, iar
prinderile de pe zona şinelor de legătură vor fi slăbite.
La execuţia sudurilor 1 şi 7, prinderile de pe
contraace vor fi strânse, iar prinderile de pe zona şinelor de legătură vor fi
slăbite. Aceste suduri (1 şi 7) nu se pot executa până ce sudurile 2 şi 8 nu
s-au răcit.
La execuţia sudurilor c, h, g şi d, prinderile de pe
şinele de rulare cu contraşine şi de pe inima simplă vor fi strânse, iar
prinderile de pe zona şinelor de legătură a liniei curente vor fi slăbite.
Se strâng apoi prinderile de pe şinele de legătură
dintre sudurile 1 şi 2, 7 şi 8.
La execuţia sudurilor a şi b, prinderile de pe
contraace vor fi strânse, iar de pe zona şinelor de legătură a liniei curente
prinderile vor fi slăbite.
După execuţia şi răcirea acestor suduri se poate trece
la poziţionarea corectă a acelor faţă de contraace şi sistemul de
manevrare-zăvorâre, funcţie de temperatură.
După poziţionarea corectă se face strângerea
prinderilor de la sfârşitul acelor. Sudarea unui schimbător de cale se încheie
cu joantele 3 şi 5.
La execuţia sudurilor 3 şi 5, prinderile de pe ace vor
fi strânse, iar pe zona şinelor de legătură prinderile vor fi slăbite.
După răcirea sudurilor se face strângerea prinderilor
de pe şinele de legătură dintre sudurile 3 şi 4, 5 şi 6.
In cazul în care sudarea se execută în două închideri
de linii, se va proceda după cum urmează:
- la prima închidere, se
sudează joantele: 2, 4, 6 şi 8;
1 şi 7 concomitent cu c, h, g şi d.
- la a doua închidere, se
sudează joantele: a şi b;
3 şi 5